















Vice President
 |
If you're looking for a way to bend sheet metal parts that is not tool- or labor-intensive, a folding machine might be right for your application. A folding machine isn't necessarily the fastest way to bend metal, but for low- to medium-volume production, it can be an efficient and productive way to get the job done.
It is important to note that press brakes and folding machines can and should co-exist on the fabrication floor. In many cases, the addition of a folding machine can make existing press brakes more productive at what they do best. Multiple-setup jobs or the large panel work that normally takes two and sometimes three operators on a press brake can be done by a single operator on a folding machine. For smaller workpieces or applications that require just one tooling setup, a press brake probably is the better choice.
A combination of press brakes and folding machines can make any fabrication facility much more productive and give it a leg up on the competition.
The main difference between a folding machine and a press brake is how they handle a workpiece.
On a press brake, the flange is gauged and the rest of the part is rotated up. On a folding machine, it's the other way around—the part is gauged and supported on the sheet support system and the flange is turned up. While folding machines may differ in speed, capacity, and accuracy, they all bend in the same manner:
Folding machine technology has characteristics and capabilities that provide efficient bending for many applications.
 |
| Figure 1 A folding machine's sheet support backgauging system supports the part's weight, which reduces operator fatigue and lessens the likelihood of back strain and similar injuries. |
The way folding machines bend metal makes them well-suited to large panels, multiple-setup parts, and surface-sensitive materials.
Handling and positioning large panels do not need to be difficult tasks. On a folding machine, the integrated sheet support backgauging system holds the total weight of the part (see Figure 1). This allows a single operator to create a part by folding only the flange. The machine, not the operator, supports the material, and only the flange changes plane so semiskilled operators can create quality parts after only a few hours of training.
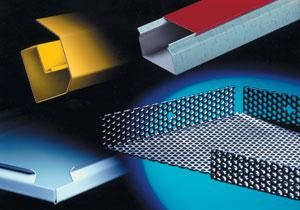
During bending, the folding beam rotates upward around its pivot point and then rolls away from the material (see Figure 2). It is like folding a paper airplane: First you clamp the part, and then you bend the flange up to the desired angle. Because the movement between the tools and the material surface is nearly eliminated, folding causes little if any material surface damage. This is especially important when bending surface-sensitive material, such as stainless steel. Even lacquered and coated metals can be folded.
Folding machines do not allow the material to slip or move during the bending process, so they can bend perforated materials with repeatable flange dimensions.
 |
| Figure 2 Because the tooling moves and pivots, a folding machine is well-suited to processing prepainted metals and other surface-sensitive materials. |
An integrated sheet support and backgauging system positions the part instead of the flange. Because the folding beam always references the material's edge instead of the flanges, variations in material thickness do not influence the folding result. Sheet size variations are folded into the first flange, so that all other flanges and the finished part's length and width dimensions are correct.
On precision folding systems, the folding beam swings up with 0.1-degree accuracy, adding to part quality and repeatability. This accuracy makes all downstream operations such as welding and assembly much easier and more productive.
When using a full-width folding beam tool, a crowning system is not needed to compensate for the deflection created by the bending forces. The folding beam is designed as a deep, stiff, and torsion-free component that can resist the bending forces. In addition, the folding beam tool is a little higher in the center than at the outside.
However, if the folding beam is equipped with segmented tools for making four-sided parts or internal bends, an integrated automatic or adjustable crowning system can be added to some manufacturer's machines so that straight bends can be achieved for heavier material thicknesses.
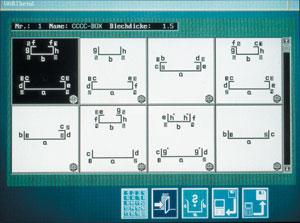 |
| Figure 3 A CNC touchscreen enhances the folding machine operator's productivity. |
With a folding machine an operator can pick up a blank and put down a completed part in one handling with one setup. Folding systems allow a multiple-station setup along the working width of the machine. Parts with numerous bends and different bend angles, open or closed hems, and bends inside of the part can be finished with one setup and one handling. The part stays on the sheet support system and is positioned by the backgauging system, so the operator does not have to lift the part. Even large parts can be run by a single operator.
Some machines have a CNC that shows a library with finished-part icons. With the icon system, the operator selects the desired shape, inputs the variable flange or angle dimensions, and presses a key. The CNC automatically programs the part, shows the bending sequence, and calculates the average run time, including material handling and tool setup time. With a touchscreen control, an operator can draw a part using his finger by simply touching the control screen (see Figure 3).
The library shows the shape of the part, so a single master program is good for an entire assembly. The operator can quickly update the program later if the design changes.
Folding machines are safe to operate too. Operators do not support the weight of the material, and they are not in contact with the workpiece during the clamping and bending cycles. This makes folding machines inherently safe to operate. Light curtains or safety mats can be added for increased safety.
Small batch sizes or single-part production requires a very short setup time. Typically, a folding machine uses a single, universal set of tools for many applications, regardless of the angle, flange dimension, metal thickness, or metal type; different upper beam tools are not needed. This results in fewer tool changes and shorter setup times, making the folding system suitable for short-run jobs. This also makes for a very small inventory of tools for the folding machine.
Tooling can be segmented for all of the beams. For example, to bend a four-sided box, a segmented upper beam called front-free or rear-free goat's foot tooling is available.
Important considerations for tool choice include:
Just-in-time, short-run metal forming goals can be achieved with quick-action tool clamping, which allows the operator to reposition tooling in seconds. No additional tool fixturing is required on systems that automatically lock the upper and folding beam tools in position. As soon as the operator turns a switch, he is ready to form parts.
In addition, the CNC screen can provide graphical setup information, stored together with the program. The operator takes the tool segments shown on the screen, places them along the designed working length of the beam, and is ready to run the next part. Changeover to another part usually takes from two to five minutes.
The bottom line is that a folding machine could help to improve the throughput and efficiency in a fabrication shop. Folding machines will never replace other forming machines such as press brakes, but they can be used to complement other technologies.
Rick Wester is vice president of RAS Systems LLC, 1135 Dividend Court, Peachtree City, GA 30269, 770-487-7300, fax 770-487-1007, www.ras-systems.com, www.ras-systems.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





