















Executive Vice President

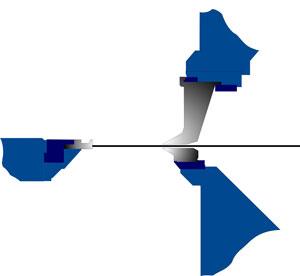
Figure 1: Modern folding machines feature bidirectional forming, which means the operator doesn’t have to flip the sheet metal to bend a flange in the opposite direction of the first flange.
Folders often have been positioned as an alternative to press brakes, but past shortcomings in folding technology usually prevented metal fabricators from figuring out a return-on-investment scenario that made sense for a new folder. Those deficiencies are now a thing of the past.
Companies always have appreciated the fast setups, precision, and ergonomic efficiency of folding machines. However, if making a bend required flipping the blank as on a press brake, a folder would be only marginally better than the equipment it was intended to replace. Oftentimes the remaining benefits were insufficient to justify the higher-priced folders.
The emergence of bidirectional bending (see Figure 1) changed everything. The single folding beam still swings up, but technology advancements allow for the folding beam to move out and beyond previously formed flanges, ready to make that downward bend. This completely eliminates the task of flipping the part
Bidirectional bending is becoming the standard on next-generation folding machines, but that’s not the only advancement taking place. New developments in folding technology are making it easier for fabricators to look at it as a suitable alternative to press brake bending.
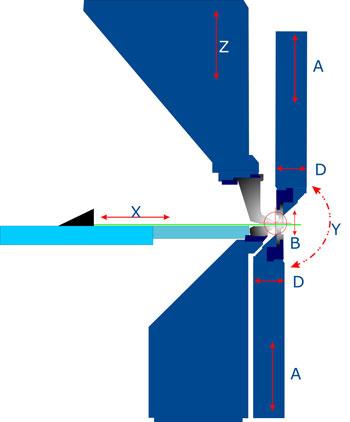
The work-around space on single-beam folding machines is the limiting factor determining the flange length and part size that can be formed within the A-axis zone (see Figure 2). The larger the A-axis travel, the larger the flange or part can be.
Work-around space has expanded to almost 8 inches. This dramatic jump in workspace, from only 5 in. a couple of years ago, makes possible the forming of larger flanged parts, adding to the folder’s functional usefulness.
In cases when the operator is unsure whether a part can be bent within the given dimensional confines of the bidirectional folder, advanced controller technology prevents damage to the part or machine. Recognizing that the accumulated profile is larger than the folding beam’s work-around, the controller instructs the operator to pull the part out of the forming area so that the folding beamcan swing to the necessary forming position. The controller then instructs the operator to reinsert the part and continue with the forming operation.
The folding beam also can be used as a frontgauge when forming parts that do not have an opposing edge parallel to the bend line to gauge against. In this instance, the folding beam itself is used as a frontgauge (see Figure 3). Because the folding beam has a crown, special accommodations have to be made within the folding blade to ensure parts are gauged against a straight line. Once the part is gauged against the folding beam, the part isclamped into position and the folding beam moves away from the part and positions itself to make the bend.
The number speaks for itself: The working envelope of folding machines now has reached 33.5 in. of stroke (see Figure 4), almost twice what previous-generation folders were capable of. And with current drive and control technologies, the clamping beam moves through this working envelope at speeds approaching 300 IPM.
With a clamping beam tool filling up half of the work opening, a 16.5-in.-deep, four-sided part is easily formed and slides out from under the tooling when complete. A metal fabricator would then only have to stitch-weld the corners to complete the box. Unless a press brake was specifically designed to accommodate such depths, it would be impossible to form such a box, and additional costswould be incurred to make one.

Figure 4: This rear view of a folding machine shows the large working envelope, almost twice that of previous-generation folding machines.
Another dramatic change in folding technology is the ability to form very small flanges. Traditionally, flanges had a minimum depth of six to seven times the material thickness. That limitation prevented folders from being able to fabricate products that required small flange lengths, an example being NEMA enclosures, a fabricating niche that is fairly lucrative for some shops.
Today’s folding technology has evolved to allow for flanges as short as 3.1 times the material thickness. NEMA boxes now are routinely fabricated on folding machines. The rigidity of these machines is one of the main reasons for this newfound capability. The short NEMA box flanges place enormous loads on the machine frames and would not be possible without advancements in frame designsengineered for minimal deflection.
Clamping forces in excess of 100 tons are the norm, which ensures the workpiece is securely held in place as the small flange is being folded. Clamping forces on older machines routinely maxed out at 40 tons, making short flanges impossible and limiting any sort of hemming. Today’s increased clamping tonnage applied within stable frame designs makes short flanges and hemming common foldingoperations.
Fabricators who claimed that a bend could physically be made faster on a press brake than on a folding machine were, at one time, correct. Folders typically formed at about 90 degrees per second.
That, too, has changed. Advancements in control and drives technology, used in conjunction with stable frame designs, allow for both sides of the folding beam to be driven independently at high velocities. This permits modern folders to form between 130 and 150 degrees per second. These processing speeds weren’t possible on previous-generation systems using single-motor, torsional-styledrives.
Folding machines have a significant advantage over press brakes because they typically have a single set of tooling that is universal across a range of different materials and thicknesses. For example, a 12.9-in. (330-mm) upper or clamping beam tool when used with a 0.98-in. (25-mm) folding blade can form from 10-gauge mild steel and 12-gauge stainless steel and thinner. When changing from onethickness to another, the operator no longer has to replace one tool set with another, which he would be forced to do on a press brake. The operator needs only to regap the tooling width, adding to or subtracting from the current setup, to accommodate the next part’s size requirement.
Automated tool change makes this process even more efficient. The advanced CNC automatically calculates the tool stations needed, where they should be positioned, and which tooling segments are required. Twin robot arms handling three tools each quickly move the tools into place for the next job. This allows the fabricator to maintain manufacturing velocity while producing lot sizes of one.Automated tool change systems that can handle multiple sets of tooling are also available, along with the ability to change folding blades or insert specialty tooling, such as tools used to form weld tabs.
The significant technological advantages folding now offers would not be nearly as advantageous if the interface between the operator and the machine had not also been advanced significantly. Modern CNCs run on Windows®-based PCs and can connect easily to company networks, scheduling systems, engineering resources, and off-site service and monitoring systems. Programming is simplified with theimportation of CAD files that have color-coded bending lines that the control recognizes and translates into positive and negative forms and angles. The control calculates the tooling strategy and the most efficient and ergonomically friendly bending sequence—automatically optimizing for strokes, open heights, auto-sequencing moves, and simultaneous axis positioning—and displays the setup andforming process in a graphic interface for the operator.
As folding technology continues to advance, metal fabricators increasingly recognize folders as attractive alternatives to press brakes. Folders not only accommodate large workpieces with ease, they also form at greater speeds and bend flanges that were previously impossible. Whether for high-volume production or to maintain production velocity with a large variety of short runs, advancementsin folding make this a technology suitable for everyone who must form metal efficiently.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}