















Senior Editor

Those outside of the industry often see manufacturing through the eyes of automotive advertisers: cars creeping down an assembly line full of sparking robots. Production is a metronome, an ever-constant, monotonous rhythm. It’s a bit like “industrial” music—heavy, loud, relentless. So much of manufacturing isn’t like this at all, but instead more like jazz. There’s a chord structure and a rhythm, but there may be a drum break here and there, and one musician may break into improvisation before heading back into the familiar chorus.
Bruce Parker, production manager of CMI Industry America, knows this kind of jazz. So does Ron Meskis, executive vice president of Guntert & Zimmerman. Both manage complex, high-mix, low-volume operations difficult to pigeonhole. They have product lines, but many jobs are engineered-to-order. They also replenish spare parts to stock. They resemble job shops too. G&Z provides contract fabrication services outright. CMI doesn’t, but on its shop floor one job may be starkly different from the next. Lead-times and due dates vary tremendously. Fabrication of simple parts may take a few days, while complex equipment may take weeks or months.
When considering improvement methodologies, both managers knew they couldn’t adopt traditional lean manufacturing, which works best in high-volume, low-mix production environments. What they needed was a way to keep the chaos in check, but allow for those choruses of improvisation from time to time—that is, the variability. Ultimately, both managers happened to use elements from the Theory of Constraints, or TOC, to manage that variability.
This isn’t off-the-shelf TOC, as described in Eliyahu Goldratt’s The Goal, a book that tells how a fictional company manages its operations around a constraint. In a high-mix, low-volume operation, the constraint actually may move around from job to job, because processing times between one work order and the next can be starkly different. This is why both CMI and G&Z work with a brand of TOC that’s adapted for high-mix, low-volume manufacturing.
TOC goes against traditional manufacturing thinking, in which workers produce more than is needed to reduce the number of setups and maximize the efficiency of all resources. The forecast, after all, says these parts will be needed eventually, so why not produce them now? The problem is, of course, that sales forecasts are notoriously inaccurate, so those parts may never be needed. Also, producing so many unneeded parts floods the floor with work-in-process (WIP), while jobs in queue sit for days or weeks waiting for large batches to work their way through.
As Lisa Lang, Ph.D., president of the consultancy Science of Business, described it: “In TOC, throughput is a dollar figure. Throughput is the sales dollars minus the truly variable costs. The truly variable costs include the raw material and any outside proc-essing—such as heat treating, plating, or powder coating—as well as sales commissions.
“Say the selling price is $1,000, and the truly variable cost is 20 percent of that,” Lang continued. “So the throughput the shop will make on that job is $800. As managers, we need to make sure the shop generates more throughput than our expenses—the fixed costs—during each period.”
In this sense, a “job” does not lose money. The efficiency of a machine—its productive uptime—doesn’t enter the equation. The only way a shop loses money during a month, in fact, is if the value of throughput falls below its fixed expenses, or operating expenses.
In throughput accounting, operating expenses include direct labor and overtime. Throughput accounting calls overtime a “change” in operating expenses. Presumably, the decision to incur overtime is made to increase throughput over a certain period. So for overtime to make sense financially, the increased throughput should exceed this change in operating expenses. All this boils down to simple math, really. If a shop brings in more money than it pays out during a certain period, the shop makes money.
(As sources explained, throughput accounting doesn’t add the cost of direct labor to work-in-process and finished goods inventory, but instead is used internally for management decision-making. Statements are adjusted to conform to GAAP—generally accepted accounting principles—for use by third parties such as banks and investors.)
“It’s all about flow,” Lang said. “We want jobs flowing through that shop because that’s money. That’s dollars flowing through. And the Theory of Constraints is all about flow.”
Throughput accounting flies in the face of traditional cost accounting, which encourages optimal efficiency—that is, the maximum use of available resources. But as Lang explained, measuring a work center’s efficiency and attempting to balance the line is an uphill battle when dealing with a daily fact of life in high-mix manufacturing: variability. “We are all driven by this efficiency mentality, but it doesn’t really work in the end, because it doesn’t deal with this variability. Still, so much of conventional wisdom [in manufacturing] is driven by this efficiency thinking.”
Ron Meskis, of Guntert & Zimmerman (G&Z), knows the importance of part flow—and how a company can lose money when that flow is hindered. G&Z is a hybrid operation. The Ripon, Calif. company produces paving equipment for airports and highways, but it also operates a steel division that functions as a job shop, providing metal parts to local manufacturers. Its fabrication shop—which handles work from the equipment and steel divisions—has an area for raw stock adjacent to laser cutters, plasma cutters, shears, press brakes, and band saws. From here parts move on to downstream processes such as welding, painting, and assembly.
“We were continually late,” Meskis recalled. “Without a lot of backlog, it used to take us eight to 12 weeks to produce a piece of equipment. Now it takes us three to four weeks.”
When implementing TOC, the company first cut the amount of WIP on the floor. As Lang described, “There is a direct correlation between the amount of work-in-process you have and the time it takes the job to get through the shop. If you have four weeks’ worth of work-in-process, guess what? It takes four weeks to get the job through the shop.”
G&Z then implemented what’s called the “velocity board,” part of the Velocity Scheduling System, which is Lang’s brand of TOC adapted for high-mix operations. The method reduces WIP; focuses on moving jobs through the shop quickly (not combining jobs or running extra to reduce setups); and tracks major disruptions to flow, analyzing these disruptions to direct continuous improvement.
In a high-mix environment, the constraint does not remain constant, so identifying and relieving that constraint may not be the best approach. What Lang suggests is unbalancing the system by creating a control point, a certain process that may require the most expensive machine or involve critical steps in manufacturing. This essentially creates a constraint.
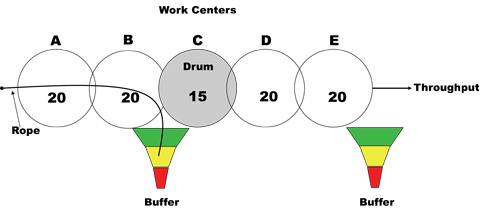
The system is based on TOC’s drum-buffer-rope concept. Consider a manufacturing plant with five work centers, A through E, which at 100 percent utilization can handle 20 jobs an hour if no variability is present. But variability is always present, of course, and so must be accounted for. Sometimes work centers produce 15 parts an hour, sometimes 25, and this inconsistent production ripples to downstream work centers so that, ultimately, the entire system really produces only about 10 parts an hour.
To account for this variability, the plant does something counterintuitive: It limits capacity at the third work center (C) to 15 jobs an hour to create a control point, or constrained resource. This creates 25 percent excess capacity at the remaining work centers. Put another way, this ensures that the remaining work centers are running at only 75 percent capacity utilization (15 parts an hour instead of a maximum of 20 parts an hour). This means these work centers absorb that variability and, in doing so, actually increase overall throughput to 15 an hour, plus or minus the constrained resource’s variability.
This constrained resource is now the drum in the drum-buffer-rope system. It sets the pace for manufacturing (see Figure 1). In this example, the constrained work center can produce 15 parts an hour, plus or minus a variability. Workers maintain a buffer of work in front of this constrained resource, because the output of the entire organization essentially depends on what comes out of this manufacturing step. “This is the only place you need to worry about being close to 100 percent utilization,” Lang said. “All the other steps, by definition, have excess capacity.”
Managers then monitor the rate at which work enters the system. In this case, if processes A and B ran at full capacity, they would flood the buffer before work center C with WIP. For this reason, TOC requires that the drum (the created constraint) tie a metaphorical rope to the beginning of the process. Every time a job leaves the buffer before work center C, another job enters at work center A.
“This reduces the work-in-process to the rate at which our constraint, or control point, can actually handle it. We typically see the work-in-process go down by about half,” Lang said.
The shop also places a buffer at the end of the process, after work center E. The buffer at C absorbs variability in A and B, while the buffer at the end absorbs variability from the remaining processes.
What if work center A breaks down? In this case, resources A and B will not be able to fill the buffer ahead of work center C. That’s fine, because the large buffer before C allows that work center to keep working. “Here, the buffer is doing its job,” Lang said. “It’s absorbing the variability.” As the buffer before C becomes almost empty, resource A comes back online. This is when the resources at work centers A and B use their protective capacity—in this case, that 25 percent of unused capacity—to absorb the variability. These buffers also can be designed to absorb the variability of outside processing, such as plating or powder coating.
To determine if this 25 percent of unused capacity is truly enough for an operation, Lang explained how a shop can divide buffers into zones: a green zone (almost full), yellow zone, and red zone (nearly empty). Managers do not want buffers to sink to the red zone more than 5 percent of the time, Lang explained, because that says the previous work centers do not have enough protective capacity. On the other hand, if upstream operations continually fill the constraint’s buffer so it is always in the green zone, those previous work centers have too much capacity, so in this case that buffer size before the control point could be reduced.
“We always want to reduce the size of the buffer if we can,” Lang said, “because the buffers represent the amount of work-in-process you have. And that WIP directly correlates to lead-time.”
Finally, every time a buffer enters the red zone, managers analyze the causes by conducting a Five Whys analysis or other techniques to uncover problems, and this is where the shop focuses its continuous improvement. This improvement reduces variability at the resources feeding into the buffers, and the less variability there is, the smaller those buffers can be.
This, Lang said, ultimately reduces lead-times and increases throughput. In the previous condition, with all work centers churning at maximum capacity of 20 parts an hour, the inherent variability meant that the overall throughput of all five work centers was only 10 an hour. With a created control point, the system now is producing 15 an hour, plus or minus the variability of the control point’s manufacturing step.
All this provides the foundation for Lang’s velocity board, which shows queued jobs in the green, yellow, and red zones. Displayed prominently on the shop floor, the board helps workers manage work flow. Red jobs are priority, followed by work in the yellow and green zones.
Another element of this brand of TOC is achieving “full kit,” or all the components needed to complete a job before it’s released. It’s a concept that Bruce Parker has used at Salem, Ohio-based CMI Industry America, which manufactures elaborate, make-to-order heat-treating systems for various sectors.
The company outsources most of its fabrication to local suppliers, though certain cutting, bending, and rolling operations are in-house for small-scale work. The company then welds and assembles furnaces on the plant floor. Projects can last anywhere from 12 to 24 months, and for most jobs the company tries to make on-site erection fast and less costly for customers. The plant also fabricates spare parts for various heat-treating operations.
One project may differ dramatically from the next, and the reason may be not only the furnace design, but also where that furnace will be installed. Sometimes the shop outsources most large fabrications locally, then performs final fabrication and assembly in Ohio. But if, say, a furnace will be installed in Europe, CMI may fabricate smaller inside components in the U.S., then ship those across the pond and source the fabrication of the furnace’s large exterior shell to a European shop.
“We’re not doing high-volume, repeat work at all,” Parker said. “We’re really a project management company that happens to have manufacturing.”
The Cockerill Maintenance & Ingénierie (CMI) Groupe, a Belgian company, purchased the Ohio plant in 2005. At that point, no formal job tracking system was in place. As Parker recalled, “If somebody asked us about where we were on certain projects, we’d have to drop everything and spend a lot of time trying to find where we were.”
After CMI Groupe acquired the Ohio operation, more changes ensued. Managers looked inward, mapped processes, and strove for ways to turn the business around, including TOC. Nevertheless, traditional TOC “is not an easy fit for us,” Parker said, “because we are not a production shop. It’s hard to think of a single constraint. We’re not like that. Several years ago, a lot of work may have built up around one machine, and we’d manage it, but the constraint would change from job to job, and from day to day.”
Because conventional TOC wasn’t an easy fit, managers looked into Lang’s version of TOC, adapted for high-mix operations. Since implementing it several years ago, the organization has benefited in several ways. First, cross-trained employees focus on work that needs to move on to the next step. Jobs must keep moving. Say a specialist is out for a few days. In the past other workers wouldn’t tackle his jobs because that specialist could perform the tasks more efficiently. What took others six hours the specialist could accomplish in two.
That’s fine, Parker explained, but that still does not change the fact that the specialist’s work piled up for several days during his absence. If a cross-trained worker spends six hours finishing a job, the operation may seem less efficient—but that job moves on to the next operation faster than if it sat for three days, waiting for that specialist to return. Again, TOC is about throughput—how fast jobs flow through the floor—not how efficiently a worker or machine can produce.
“Just recently we had a job that needed to go through, and the most efficient machine was being utilized, so we ran it through another machine,” Parker recalled. “Yes, that new machine could have processed the part in less time, but it was busy.” Running the part through the slower, seemingly “less efficient” machine effectively increased the shop’s throughput.
“I credit our plant manager, Gary Fontana. His role here is to challenge our beliefs. We were past the point of a holding pattern,” Parker said, adding that after months of meetings and implementing significant changes, lead-times began to plummet. “For instance, it used to be when a [heat exchanger] shell came in, we said we needed eight to 10 weeks to complete the project. We found out that if all the parts were here and in place, we needed about two weeks.”
The company quoted a two-month lead-time mainly because of the haphazard way outsourced parts arrived on the floor. “Previously when parts arrived, we worked on those parts until we couldn’t work on them anymore, and then we worked on another job until those parts came. It was chaos in a lot of ways,” Parker said.
Now all components needed to complete a specific job must arrive before a project can begin. Workers have a full kit to start and, therefore, can process major heat exchanger projects in a matter of days instead of weeks.
This lead-time is for only certain portions of heat exchanger fabrication and assembly, not an entire project, which includes on-site installation and other elements. All the same, the quick turnaround has made the Ohio plant a highly reliable part of the overall organization.
“We now focus on these projects, complete them, and then move on to the next job,” Parker said. “This was a radical change.”
Both CMI Industry America and G&Z reorganized management to provide clear direction for change. At CMI three individuals used to supervise operations; today the former head of assembly is shop supervisor. At G&Z, two business groups—one from the construction equipment side and another from the job shop side—previously sent orders to the same shop floor. Now those management groups are merged.
To make the transformation truly successful, sources said, TOC implementers must communicate concepts to staff at all levels. “We have a lot of long-time employees,” G&Z’s Meskis said. “We needed to educate people on the system and get their buy-in. We quickly figured out that we were going to need everybody’s buy-in, from entry-level employees on up.”
Such change isn’t always easy, but the payoff can be significant. Indeed, reducing lead-times from months to days is no small accomplishment.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}