















Contributing Writer
Figure 1. Fabricators can choose from five options for nitrogen assist gas delivery.
When you get your hands on a new 4- or 5-kilowatt laser, the expectation is to open it up and start ripping clean-cut parts. Before you go off fast and furious and wind up with high burden rates, though, consider the impact of meeting the laser's nitrogen requirement.
A majority of laser job shop work can be processed with either air or oxygen. However, sporadic stainless or aluminum jobs present a problem for the laser supervisor trying to manage nitrogen assist gas inventory and performance. This juggling act becomes difficult when the laser requires pressure and flow of 375 to 425 pounds per square inch (PSI) and 2,200 to 3,800 cubic feet per hour (CFH).
Several supply modes exist, but with choice comes the potential of saddling your business with overhead costs that make it difficult to compete. The best approach is to map out a growth strategy, using each option's performance and value, that coincides with monthly nitrogen usage. This requires an understanding of mode asset management that maximizes benefits while minimizing negatives for both your job shop and gas distributor.
A day after delivery of a new laser, the technician arrives for setup. You call the gas distributor to deliver a couple of bottles of high-purity resonator gas and a can of liquid oxygen, and he says, "No problem."
Before hanging up, you ask for a nitrogen cylinder that delivers 268 PSI at 1,600 CFH. You clarify that this is the requirement at the nozzle. Usually this means an additional 75 to 100 PSI at the back of the laser. The response on the other end of the phone is silence as the distributor considers high-pressure cradles or manifold liquid cylinders. You break the silence by adding that the initial monthly usage will be 30,000 cubic feet.
Now the thought process begins. As Figure 1 shows, there are five possible solutions.
High-pressure Bulk Tank and Bulk Tank With Booster. A quick comparison of the financial data in Figure 2 eliminates the high-pressure bulk tank and the bulk tank with booster delivery options for this application. Nitrogen bulk delivery options become economically feasible when monthly consumption exceeds 80,000 cu. ft. Capital costs higher than $95,400 force the distributor to charge a facility fee in the range of $1,262 to $1,394, with a minimum of a five- to seven-year gas contract. Additional upfront costs for a bulk tank installation would involve a concrete pad, piping system, electrical service, communications link, and a fence that could push $12,000 to $18,000.
High-pressure Cradle. Initially it might be appropriate to use a high-pressure cradle to meet the start-up nitrogen demand. The cradle has a low setup time and cost because it does not require an external vaporizer to meet the flow requirement. It is worth noting that a cradle is limited to about 1,600-CFH delivery because of the Compressed Gas Association (CGA) gland connection through-hole of only 0.187 inch ±0.060 in. Because of this, the application might require a manifold of two or more cradles.
Manifold Liquid Can. Not every cryogenic system will meet the demand for continuous nitrogen. It is important to understand that cryogenic vessels can supply nitrogen in liquid or vapor phase. However, when flow rates exceed the vessel's gas vaporization capacity, unlike high-pressure cylinders, cryogenic vessels require an external vaporizer. Figure 3 illustrates a typical cryogenic vessel's piping diagram.
Nitrogen exists as a gas phase above the liquid within the vessel. The transition area between the two phases is called the saturation line or area. While a vessel is being filled, the gas phase exists at a higher pressure than the liquid at the bottom. As the vessel absorbs heat, the liquid phase temperature gradient from top to bottom begins to equalize. In other words, over time liquid becomes saturated at the same pressure as the gas phase.
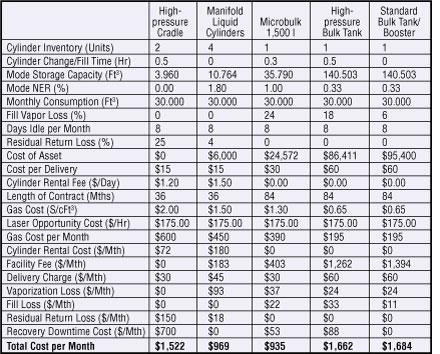
Figure 2. A quick look at costs can help fabricators decide which nitrogen assist gas delivery option makes the most sense.
Liquid saturation plays an important role in the performance of the vessel's copper-coiled pressure-building and gas vapor circuits. As saturation time increases, liquid temperature rises in the bottom of the vessel, and it takes less energy for the copper coils to vaporize the liquid.
After the pressure-building valve is opened, liquid is pulled from the bottom of the vessel, converted to vapor, and dumped into the head space. This, in turn, builds pressure, pushing liquid out of the liquid-use valve into an external vaporizer at twice the rate of the vessel's own gas vapor circuit (gas-use valve). The vessel's economizing circuit is not in use when liquid is withdrawn from the liquid-use valve. This dynamic process becomes more difficult as the head space above the liquid increases. Typically, the pressure-building circuit's vaporization capacity is the limiting factor in determining the vessel's liquid delivery capability.
Microbulk Cylinder. Functionally, the main difference between a liquid cylinder and a microbulk vessel is storage capacity. Microbulk vessels are filled on-site by delivery trucks with cryogenic pumps capable of pushing liquid into the vessel only when the head pressure is vented (blown down) to less than 200 PSI or achieving a 30- to 50-PSI differential. The vapor loss can be as high as 14 to 22 percent of the remaining contents, depending on the assist gas operating pressure.
In either case, cryogenic cylinder performance can be enhanced by augmenting the pressure-building circuit. Typically, microbulk cylinders holding 1,500 liters or more incorporate an external pressure-building vaporizer at a total cost of $28,000 to $39,000 per vessel. As illustrated in Figure 2, this leads to facility fees in the range of $400 to $650 just to set the vessel on the property.
Figure 4 illustrates a lower-capital-cost option for both you and the distributor. It is achieved by coupling multiple DOT liquid cylinders to a supply manifold and augmenting each vessel's pressure-building circuit. This is achieved by regulating pressure from another cylinder to a vent manifold that couples each supply cylinder's vent-use valve. This setup ensures that each cylinder delivers in unison up to four times the flow rate that could be achieved individually. This also facilitates equal withdrawal, thereby reducing residual return losses.
A 500-PSI-rated cylinder typically costs $2,700. A 200-liter vessel has a nominal storage capacity of just 3,300 cu. ft. of nitrogen. The distributor would be required to purchase eight cylinders with an asset cost of $21,600 to support a monthly consumption of 30,000 to 40,000 cu. ft. of gas. This translates into a monthly rental cost of about $270 for your shop.
If usage patterns dictate a continuous supply, then the distributor could couple the cryogenic supply to an automatic switchover. This would add about $60 to $75 to your monthly facility fee over a three-year period. In addition to increased cylinder handling, the liquid cylinders would cost your shop about 3 to 4 percent in residual return losses. This can be offset partially by switchover technology with intelligent controls that economize or divert excess cylinder head pressure to the use line.
Ultimately, a nitrogen assist gas growth strategy must reconcile peak performance with equitable asset management so as not to burden your shop with high facility fees. An effective solution is to ease into nitrogen use with cradles, liquid cylinders, microbulk, and bulk when the appropriate benefits match your monthly usage patterns.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}