















Senior Editor

At Maloya Inc., David Puckett (left) and Marc Anderes use a CMM to qualify a 0.625-in.-thick A36 steel component fabricated using a laser cutting center and a CNC mill. Photo courtesy of CNC Software Inc.
Outside the Pentagon are 184 stainless steel castings cantilevering over small reflective pools. Each represents one victim of the 9/11 terrorist attack on the iconic building. It’s a unique memorial, not easily forgotten.
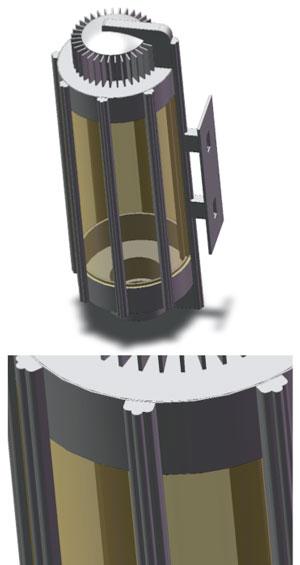
In each pool is a stainless steel enclosure housing an induction lamp that illuminates the water from below (see Figure 1). These happened to be fabricated by Maloya Inc., a job shop in Commack, N.Y. More complicated than they look, the enclosures are fully welded and pressure-tested—extremely critical to protect the unusual lamps designed to last more than 100,000 hours.
“There was an access system that had to be made over the light enclosure that included sliding locking systems, and that required a substantial amount of milling,” said Marc Anderes, Maloya’s vice president of operations.
For years Maloya laser-cut complex geometries for tab-and-slot assemblies. Thanks to press brakes with multiaxis backgauging, the shop has formed some seriously complex sheet metal geometries. But when it came to pocket contours and other 3-D elements in plate, designers sometimes were at a loss.
The company was taking on more work requiring complex assemblies, and the enclosure for the Pentagon Memorial was a prime example. A series of machined and fabricated plates had to fit perfectly, and workers spent a lot of time with SolidWorks® to ensure the design met all requirements (see Figure 2). For this project, the company outsourced the machining work, but the volume of outsourced components—as well as the project’s overall complexity— revealed just how valuable in-house machining could be.
Maloya’s production manager already had two decades of machining experience from a previous job. Considering such talent, why not bring CNC milling in-house? So in late 2008, the shop bought its first CNC vertical machining center.
Maloya launched in 1965 primarily as a machine designer and assembler, but over the years it adopted more fabrication processes. In 1989 the shop bought its first laser cutting system, a purchase that essentially changed the business. For years after the company fulfilled the laser cutting needs of other job shops.
But slowly the company’s customer base shifted toward OEMs and upper-tier suppliers, customers who didn’t just want a laser-cut component but instead a fully formed and welded assembly. More often than not, those assemblies called for machined components, which Maloya—like many other fab shops—outsourced.
“Primarily we had been offering fabricated products made from sheet metal and plate,” Anderes explained. “Typically, we were involved in laser cutting, forming, welding, and conventional machining [with a knee mill]. But as our business evolved and grew, we saw we were really lacking for not having any 3-D milling capabilities.”
Such work abounded in two of the shop’s target markets: the architectural and process equipment sectors. “We were falling short when it came to the more sophisticated projects,” Anderes said. “We were very dependent on our vendors, and that resulted in us not having direct control over our costs, lead-time, and quality.”

Figure 1: At the Pentagon, 184 stainless steel castings cantilever over individual reflecting pools. Underwater is a sealed stainless steel enclosure that encases an induction light, which illuminates the memorial at night. The enclosure was made by Maloya Inc., Commack, N.Y. Photo by Sandra R. Teague; used under the Creative Commons license.
By December 2008 the shop installed its first vertical machining center (VMC), which turned out to be the best time for Maloya to expand into new areas of manufacturing technology—or the worst. On the one hand, business slowed to a crawl; on the other hand, personnel had time to train. Being a fabricator, Maloya didn’t buy the heaviest-duty VMC on the market. Still, the shop did equip the machine with advanced options such as a high-speed spindle and optical probing.
Maloya uses CAM software, Mastercam® from CNC Software Inc., which works with the shop’s SolidWorks CAD package. The CAM software selects appropriate tools and generates tool paths within assigned boundaries (see Figure 3). These days such software helps solve a primary puzzle of modern machining: What combination of speeds, feeds, and depths of cuts produces the greatest efficiency and longest tool life?
In many applications of high-speed machining, the cutting tool travels quickly and takes shallow cuts. Today tool path strategies focus on tool engagement, or how much tool surface area contacts the metal workpiece. The more surface area contact a tool endures, the faster it wears, and the better chance there is for tool or machine overload.
Machinists at Maloya generate tool paths that sometimes reduce tool engagement to 10 percent of the tool’s radial surface. In other words, the tool teeth cut away less metal at once, but they can mill deeper and move faster because of it. This allows the machine to take deeper cuts, feeding at about 750 surface feet per minute.
The company’s engineers perhaps benefited most from the shop’s expanded capabilities. The shop had touted its design-for-manufacturability and modeling services for years. “But when we were modeling components and working on manufacturing feasibility, we were shying away from the 3-D machining applications,” Anderes said.
To explain, he described a unique light fixture consisting of laser-cut components with an interlocking tab-and-slot design to minimize welding and mechanical fastening. It also has vertical strips of aluminum with aesthetic contours. Because this was a low-volume job, it didn’t make sense to make mold or extrusion tooling, so milling these shapes was the only practical manufacturing method (see Figure 4).
Maloya continues to define itself as a metal fabricator, but bringing machining in-house did streamline operations. Few parts at Maloya require machining-level tolerances throughout, so many are profile-cut and bent on the laser and press brake, then taken to the machining center to mill specific features to critical tolerances (see Figure 5).
Consider a precision bracket the company fabricates for the medical industry. At first glance it looks like a typical bracket—classic work of a metal fabricator—but the 11 holes placed throughout the component aren’t typical. They have critical tolerances. “This simple L-shaped bracket holds a calibration unit onto a blood-analysis machine,” Anderes said.
Previously operators carried laser-cut components to a drill press to manually chamfer and tap the holes to required tolerances. These jobs called for about 1,000 parts—and to maintain quality, operators had to check one out of every 25. If an operator found a problem, he then had to check the entire lot. This obviously was slow going.
Now a combination of laser cutting and CNC machining has simplified the operation. A 4-kW Bystronic laser cuts the part profiles. Then operators take cut parts to the shop’s VMC (a Haas VF-3) and clamp them in a custom aluminum-plate pallet fixture designed to hold about 25 piece-parts. As the machine cycles, the operator loads another fixture plate with parts.
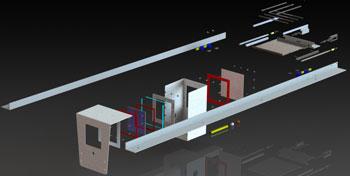
Figure 2: This complex light enclosure design for the Pentagon Memorial involved laser-cut, formed, and machined components. Image courtesy of Maloya Inc.
“The machining center is actually more expensive to run than the [manual mills] in the machine shop,” Anderes said. “But with the reduced process time in the CNC, we actually achieved about a 30 percent cost savings on the part, and better quality.”
Costs savings and better quality make for a good combination.
For every job the vertical machining center (VMC) needs to know where to start, and this is where setting the work and tool offsets comes into play. Traditionally, a machinist would manually jog the spindle to the work-zero datum to measure the difference between this datum and the machine zero point, or home position. He then would enter the X, Y, and Z work offset values in the code. For tool offsets, he would use a height gauge to measure new tools, and then load and jog them in Z from the machine home position to the top of the part.
To streamline setup, probes can automate the work offset process and verify tool types and lengths, eliminating common mistakes that cause tool crashes. But earlier on-machine probe systems required complex macros and subroutines in the code, which were the parlance of experienced machinists.
Today on-machine probing is a bit easier. For instance, on Maloya’s Haas VMC, a wireless intuitive probing system and conversational control help speed the tool and work offset process. A technician clamps the workpiece in the work envelope and uses a graphical user interface to set work offsets. For setting to the corner of a block, for instance, the screen shows a block labeled Outside Corner with arrows indicating the probe points. To set a tool offset, the operator enters the tool length, number of flutes, and then selects Tool Type, and an image library of cutting tools appears on the screen: end mills, drills, shell mills, and so on. The tool descends in Z and touches off to a tool probe, which feeds back information to the controller.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}