















Marketing Manager
 |
In the past decade, the laser technology market for industrial material processing has grown by double digits. With improved beam sources and expanded scope and optimization of system concepts, lasers have become efficient, reliable manufacturing tools in a variety of sectors.
The automotive industry segment and general mechanical engineering have been driving forces for further development of laser technology and subsequent improvements. In these industrial sectors, beam sources with higher than earlier output powers and improved beam qualities have expanded the range of laser applications.
From the beginning, CO2 lasers have been one of the workhorses of the laser industry with their high power, beam quality, easy handling, and ability to integrate into existing plant setups. An estimated 60 percent of all CO2 lasers are used for cutting applications. Earlier most flat-bed processing systems were equipped with 1- to 2-kilowatt lasers. Today most systems' lasers have power higher than 2 kW.
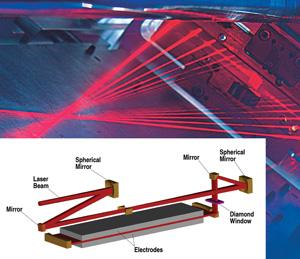 |
| Figure 1 On a diffusion-cooled CO2 slab laser, the optical resonator is formed by the front and rear mirrors and two parallel radio frequency (RF) electrodes. Excitation of the laser gas takes place in the RF field between the water-cooled electrodes. The heat generated in the gas is dissipated by the water-cooled electrodes (diffusion-cooled). A beam-shaping telescope integrated into the laser head produces a high-quality round, symmetrical beam. The resonator design produces a 45-degree, linearly polarized beam. |
There is no end, it seems, to the demand for more power. Higher power does not always accelerate the speed, however, because many laser operators are unable to use the full power their processing systems can deliver.
If the material is from 1 to 6 millimeters thick, for example, it is not always possible to apply the full laser power to the workpiece—whether it is mild steel, stainless steel, or aluminum. Increasing the power during thermal cutting beyond this value may expand the size of the material's heat-affected zones and place higher demands on the motion system, thus limiting the cutting speed.
Therefore, when laser cutting metal sheets up to 4 mm thick, operators reduce the power to far less than 2 kW. Even on sheet metal thicknesses of 4 to 6 mm, they operate a 5-kW at noticeably reduced powe—usually no more than 2 kW.
When cutting thicker sheet metal, they find that increasing output power does not increase cutting speed substantially.
Diffusion-cooled CO2 slab lasers produce a beam quality and smaller focus diameters for cutting such materials.
The optical resonator is formed by the front and rear mirrors and two parallel radio frequency (RF) electrodes (see Figure 1). Excitation of the laser gas takes place in the RF field between the water-cooled electrodes. The heat generated in the gas is dissipated by the water-cooled electrodes (diffusion-cooled).
 |
| Figure 2 In tests conducted by a Rofin-Sinar lab, cutting speeds on mild steel attained with a 2.5-kW CO2 slab laser are comparable to the results obtained with a conventional fast-axial-flow CO2 laser with 4-kW output power until material thickness reaches 10 mm. |
Thus, conventional gas circulation systems involving roots blowers or turbines are not required. A beam shaping telescope is integrated into the laser head and produces a high-quality round, symmetrical beam. The resonator design produces a 45-degree, linearly polarized beam.
These characteristics allow narrow cuts, which in turn enhances cutting speeds because there is less material to be cut. As a result, diffusion-cooled CO2 slab lasers are especially suitable for thin sheet metal processing.
As shown in Figure 2, cutting speeds on mild steel attained with a 2.5-kW CO2 slab laser are comparable to the results obtained with a conventional fast-axial-flow CO2 laser with 4-kW output power. It is only when sheet metal is thicker than 10 mm that the difference in speed becomes significant.
In laser fusion cutting of aluminum (see Figure 3), the effect of the beam quality becomes more evident. In the thickness range below 2 mm, slab laser speeds exceed comparative values obtained with flow lasers. Up to a thickness of 4 mm, both beam sources achieve similar results. When cutting thicker metal sheets, however, the higher-wattage flow laser beam source has an apparent advantage.
 |
| Figure 3 In tests conducted by a Rofin-Sinar lab, differences become more apparent when laser cutting aluminum. In thicknesses less than 2 mm, slab laser speeds exceed those obtained with flow lasers. Up to a thickness of 4 mm, both beam sources achieve similar results. On thicker metal sheets, however, the higher-wattage flow laser beam source cuts faster. |
Similar effects are observed when cutting stainless steel. In this case, however, higher-power lasers show benefits at sheet metal thicknesses of more than 2 mm. At sheet metal thicknesses around 1 mm, however, the lasers with maximum beam quality attain higher speeds compared with conventional beam sources, provided that the system periphery is adjusted accordingly.
Another important factor to be considered in conjunction with the operating expenses is the laser design. For instance, diffusion-cooled CO2 slab lasers have a simple layout involving only two metallic mirrors. The diffusion-cooling principle eliminates the need for turbines and blowers for gas circulation.
Owing to the negligible gas consumption of diffusion-cooled CO2 slab lasers, the premix gas bottle integrated into the laser head gives more than a year of continuous operation. After this period the bottle is exchanged for a new one. No external laser gas supply is needed.
Since increasing power increases cost, doing so makes sense only if there is an economic advantage. Sheet metal up to 4 or 6 mm thick, which accounts for most sheet metal processing applications today, may be processed using lasers with beam sources of 2.5-kW output power at high speeds, provided the beam quality is optimal.
On the other hand, high-powered beam sources can cut thicker workpieces at higher speeds. Of course, the advantages of higher speed must be critically weighed in view of the higher investment costs and increased operating expenses associated with these lasers.
In specific cases, high-power lasers yield an economic advantage. Those applications that require them could hardly be done without the extra power.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





