















Michael Mossman
Applying a laser or any other high-density heat source to the surface of a metal sheet for a short time will distort the metal. If this distortion could be predicted, the laser could be directed so that the sheet metal would form the desired shape. This idea opens up many possibilities, including the forming and shaping of sheet metal without the use of any fixturing, stamping dies, or other tooling.
Today, developments in neural networks, simulation, and other technology have converged to make laser thermal forming feasible for the manufacturing environment.
The laser thermal forming process originally was developed and named in the 1970s by Professor Koichi Masubuchi, who was a faculty member at Massachusetts Institute of Technology. Although the technology was proven to work in his laboratory, reduction to actual practice took many years.
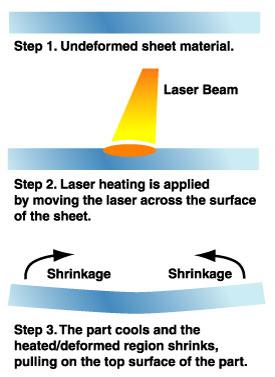 |
| Figure 1: During the laser thermal forming process, the heated region of the metal sheet cannot expand to the sides because it is constrained by cold surrounding materials, so it expands away from the surface, permanently deforming. When the part cools, shrinkage stresses deform the part. This process is repeated by scanning the laser across the surface of the part in a predefined pattern to create the desired shape. |
This process has been used in industry for many decades for forming heavy steel plates for ships, for straightening long steel beams, and for removing weld distortion from fabricated assemblies. But this process is applied manually, requires many labor-hours, and usually is successful only if the human operator is skilled and experienced. By applying the heat from an oxyacetylene torch and then cooling precisely with water, a skilled worker can shape heavy steel plates into an aircraft carrier or repair a damaged beam to a straight, useable member. It generally is time-consuming because the process requires a lot of trial and error.
Figure 1illustrates the basic principle of laser thermal forming without surface melting. The heat of the laser causes permanent deformation of the surface to which the laser heat is applied. This material expands and gets thicker, then shrinks upon cooling to generate a distorted shape. The deformation is created entirely by the heating and cooling, with no fixturing or applied external loads, so no tooling is required. By precise computer-controlled direction of the laser beam, the process can produce accurately shaped parts.
Figure 2illustrates what happens to the heated material that is constrained by the cold that surrounds the material. The heated part actually deforms permanently and gets thicker when heated. Then, upon cooling, the material shrinks and pulls back into a shorter shape than it was originally at room temperature. The process depends heavily on the ability of the laser to apply concentrated heat to the surface of the part and then pass by before the material heats completely through.
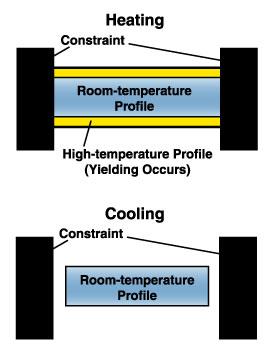 |
| Figure 2: Material subjected to mechanical constraint during heating and cooling goes through a thermal expansion and contraction. |
Masubuchi's first work with this process showed that while it was feasible, it was not very practical because the material's exact reaction to the laser's heat could not be predicted accurately. Efforts were made to model the process using finite element analysis (FEA), but FEA results generally were able to predict the final part shape only to within ±50 percent of the amount of deformation obtained in actual operation. Therefore, the process remained primarily a laboratory demonstration because it appeared to be uncontrollable.
However, a new modeling method called the Progressive Neural Network (P/NA3), which used a special type of neural network, was being developed by Professor Jerry E. Jones at the Colorado School of Mines at the same time that Masubuchi was working on laser thermal forming.
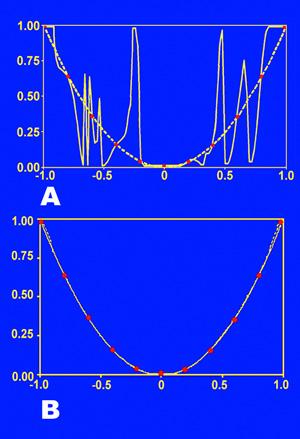 |
| Figure 3 (a) This graph depicts a back propagation neural network (solid line) trained to 4 percent error and the actual function to be modeled (dashed line); (b) This graph depicts a P/NA3 neural network modeling the same data with less than 1 percent error. |
A neural network is an empirical approach to process modeling, developed using data from actual process operation. It is an attempt to develop computer systems that emulate the neural reasoning behavior of the human brain.
The neural network consists of a series of nodes and weighted connections that, when presented with a specific input pattern, can associate specific output patterns. For example, for a specific set of values for laser power, focus, and travel speed, the neural network will output the amount of predicted angular deflection for a specific material and sheet thickness. It is quite different from other mathematical models such as FEA.
The back propagation method is one approach to developing neural networks for certain applications outside manufacturing. In this method, the training of the neural network is a search for a network configuration--set of weight values for the connections--that offers minimum error for all of the examples in the training set of experimental data.
The mathematical construct of a back propagation neural network is inherently good at zero-one or on-off problems, so producing accurate continuous-valued models with it is difficult. When the network is pushed to converge to very low error levels, or when an excessive number of hidden layer nodes are added in an effort to produce low error, the result is overtraining. Figure 3illustrates this limitation, which prevents back propagation neural networks from achieving accurate models of manufacturing processes.
The P/NA3 can overcome the limitations of back propagation in applying neural networks to manufacturing. A new training algorithm has been developed for this neural network structure to provide accurate modeling of continuous-valued processes and very fast convergence of the neural network during training. The result (see Figure 4) is suitable for all complex, nonlinear modeling problems and provides empirical modeling with accurate prediction capabilities.
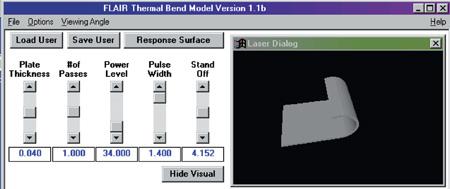 |
| Figure 4 A neural network model responds in 20 milliseconds, so as a mouse is used to move the slide bars on the left of the screen, the part shape changes instantly, producing a virtual manufacturing process simulation. |
Laser thermal forming and P/NA3 came together in the Flexible Laser Automated Intelligent Research (FLAIR) project, begun in the early 1990s by the Defense Advanced Research Projects Agency (DARPA). FLAIR technology achieves the desired forming results without the metallurgical damage caused by surface melting. By using neural network models, the technology can both model and control the process.
It used high-speed digital signal processors (DSPs) for control and intelligent software for converting computer-aided design models directly into parts using lasers with very little human intervention. Stainless steel and INCONEL® alloy tubes were formed directly from the CAD model, and twisted tubes, difficult or impossible to make using mechanical bending, could be produced with little trouble (see Figure 5).
 |
| Figure 5 These stainless steel tubes were laser thermal formed through the FLAIR system. The processing plan is derived from a typical 3-D solid CAD model, and the process parameters for the controller to form the tube are generated by the neural network model. |
Materials that have been thermally formed include low-, medium-, and high-strength steel alloys; several titanium alloys; INCONEL alloys 718 and 625; aluminum alloys 2000, 6000, and 7000 series; Invar® alloys; and stainless steel 300 series. Parts have been produced for several companies in automotive manufacturing, heavy equipment, aerospace, and shipbuilding.
One part produced in the DARPA project using the FLAIR laser thermal forming process was a complex, compound-curved, three-dimensional part made from 25-millimeter steel ship hull plate. The piece, known as Part 35, is a section derived from a CAD drawing of an actual ship hull stern section. It was produced using a 3.5-kilowatt Nd:YAG laser system. This early test demonstrated the capability of FLAIR to form heavy-section steel, but the process was extremely slow.
Using the FLAIR process and a new, patent-pending end effector, a 1- by 1-meter, 18-millimeter-thick plate was formed into a saddle shape generated by a CAD model (see Lead Photo) using a 5-kilowatt Nd:YAG laser. Several other inventions currently are being pursued for FLAIR which, if successful, will further increase the processing speed.
Stainless steel cylindrical tank parts, including the end cap, and stainless steel cylinders also have been formed using the FLAIR process. Made entirely by manipulating a laser beam with no tooling or externally applied force, these nearly distortion-free parts were held to such precise tolerances that they could be laser-welded to form the tank.
During heating and cooling of the material, several metallurgical processes--including phase changes, dynamic recrystallization, and work hardening--occur simultaneously in addition to thermal expansion and contraction. To predict the material's reaction would require accurate knowledge of many of the material's properties, which often is not available.
The P/NA3 neural network models consistently have yielded predictions that could be used to set up open-loop control and achieve part shapes with relatively good accuracy. When the neural network is embedded in the DSP in the control system, closed-loop control can achieve accurate results. The P/NA3 architecture has successfully produced neural network models of production processes with more than 500 simultaneous output parameters. Yet neural networks are computationally very fast; they can be run generally in less than 20 milliseconds on typical desktop PCs and in a fraction of a millisecond on a DSP.
When coupled with graphical representations of the process, these models offer real-time (or faster) simulation of the actual shop floor operation. The neural network simulation produces the actual process results (for example, the specific metallurgical properties of the part or the exact shape and size of the weld produced) rather than just the mechanical motion of the machinery. This is a key ingredient in future manufacturing process planning that generally is missing from today's manufacturing process simulation systems.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





