















Purging the plenum for better laser cutting
How dry compressed air can increase laser intensity
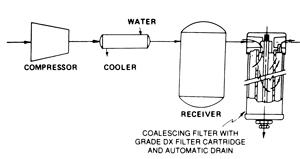
Figure 3. A complete plenum drying system consists of four components: Compressor, cooler, receiver, and filter. Some systems have no cooler.
When a laser is used to cut a metal component in a manufacturing process, the effectiveness of the operation—achieving maximum throughput and cutting precision—depends on the intensity of the light.
In most instances, the light from the laser is transmitted through a plenum that contains a series of mirrors to direct it to the location of the cutting operation. The mirrors in this plenum must be kept clean and dry; if foreign matter such as dust or moisture is allowed to accumulate on the mirrors, the intensity of the light that is focused on the metal and the ultimate effectiveness of the cutting process will decrease.
Typically, compressed air or nitrogen circulates in the plenum to ensure that water, dirt, dust, smoke, haze, and solid particulate matter are absent so that the mirrors do not become cloudy. Moisture in the gas is especially troublesome, as it can adhere to the mirrors and cause particulate matter to be deposited on them.
The acceptable level of foreign matter in the compressed gas depends on the strength of the laser and the nature of the application. The ISO 8573-1 specification, which describes acceptable levels of contaminants and purity classes in compressed air, is a useful reference point (see Figure 1).
| Class | Solid | Water | Oil | ||||
| Maximum Particle Size (Micron) | Max. Concentration | Max. Pressure Dewpoint | Max. Concentration | ||||
| PPM | mg/m3 | OF | OC | PPM | mg/m3 | ||
| 1 | 0.1 | 0.08 | 0.1 | -94 | -70 | 0.008 | 0.01 |
| 2 | 1 | 0.8 | 1 | -40 | -40 | 0.08 | 0.1 |
| 3 | 5 | 4.2 | 5 | -4 | -20 | 0.83 | 1 |
| 4 | 15 | 6.7 | 8 | 37 | 3 | 4.2 | 5 |
| 5 | 40 | 8.3 | 10 | 45 | 7 | 21 | 25 |
| 6 | – | – | – | 50 | 10 | – | – |
Several approaches are employed to provide dry gas for the beam path. In some cases, dry compressed gas is obtained from high-pressure cylinders or liquid Dewar flasks, but gas also can be compressed and dried on-site.
Perhaps the simplest approach is to compress the gas and then allow it to return to near-atmospheric pressure. However, while this approach removes some of the moisture, considerable moisture remains in the gas (see Figure 2), and it might not be sufficiently dry or free from particulate matter to ensure clean mirrors in the beam path.
| Intake | Outlet | Pressure Reduction | |
| Volume (Cu. Ft.) | 8 | 1 | 8 |
| Pressure (PSI at the Gauge) | 0 | 100 | 1 |
| Temperature Example, F (C) | 68 (20) | 158 (70) | 68 (20) |
| Water Content (Vapor in grams) | 2.1 | 2.1 | 0.6 |
| Relative Humidity, Percent | 50 | 30 | 100 |
| Dew Point at Pressure Shown, F (C) | 50 (10) | 97 (36) | 68 (20) |
Techniques such as refrigeration, pressure swing absorption, and desiccation have been used to remove the moisture and particles from the gas. In recent years membrane air dryer systems that dry and remove particulate matter have been developed for flushing the beam path.
System Design
The overall design of a typical air supply system is shown in Figure 3; in most instances, the dryer is located close to the application, at point of use, so that the operator can maintain it. Some compressor systems do not have an aftercooler, which means the air leaves the compressor at 240 to 400 degrees F, holding a considerable amount of water vapor that will condense in the lines when the air cools. When that air cools to 100 degrees F, for example, about two-thirds of the air's total water content will be condensed and could create problems in the drying step.
A membrane air dryer includes a two-stage process to provide clean, dry compressed air (see Figure 4). In the first stage, compressed air is passed through a high-efficiency coalescing filter to remove oil and water droplets as well as particulate matter with an efficiency of 99.99 percent at the 0.01-micron level. The coalescing filter consists of a matrix of borosilicate glass fibers in a fluorocarbon resin binder that is resistant to water, hydrocarbon lubricants, and synthetic lubricants.
The liquids trapped by the coalescing filter drip into the bottom of the housing and are automatically emptied by an autodrain assembly so that the filter can continue to remove liquids for an indefinite time without loss of efficiency or flow capacity. The air leaving this filter contains only water vapor, which then is removed as the air passes through a membrane module that consists of bundles of hollow membrane fibers that are permeable only to water vapor (see Figure 5).

Figure 4. A compressed air dryer system consists of a coalescing filter (left) and a drying filter (right).
Air dryer systems are designed to withstand a maximum pressure of 150 pounds per square inch (PSI) and cover the flow range from 1 standard cubic foot per minute (SCFM) to 600 SCFM.
Capabilities and Limitations
A membrane dryer can provide air with a dew point as low as -40 degrees F from inlet and ambient temperatures as high as 100 degrees F and an inlet pressure of 100 pounds per square inch gauge. The low dew point ensures that an exceedingly small amount of water is present in the air that is delivered by the system. This minimizes the amount of foreign matter that can be deposited on the mirrors and optimizes the light throughput.
The system can provide a constant stream of dry air on a continuous basis—24 hours per day, seven days per week. There are no moving parts in a membrane air dryer, so maintenance is minimized.
Because the membrane air dryer does not require electricity, it has a low operating cost. On a periodic basis—typically every six months—the prefilter cartridges should be replaced. This operation takes approximately five minutes and does not require any tools.
The membrane system is designed to fit into the manufacturing environment. It can be wall-mounted and does not require any floor space. In addition, the system includes a drain so that the condensed water is diverted to waste. Its use involves no environmental hazards, such as chemical refrigerants.
The membrane system can be used for a range of lasers, but requires a reliable source of compressed air in the facility. A limitation of the membrane system is that it does not remove the trace levels of CO2 in the air; this can be a problem with extremely powerful lasers, such as those models with laser resonators of 5,000 W or more.
Compressed air for a laser beam path should be dry and free of particulate matter to help ensure that the mirrors that transmit the light are kept clean and the maximum amount of light can be transmitted. Membrane air dryers represent one method for providing extremely dry air in a reliable manner for laser light path purging.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
