















Senior Sales Engineer

A little more than 10 years ago, commercially available 1-micron lasers crossed the kilowatt-level power threshold and became viable tools for industrial processes. Although claims at the time that these lasers would completely replace all other lasers did not bear out, this once disruptive technology has become mainstream, with high-powered solid-state fiber and disk lasers now accounting for 20 to 25 percent of the industrial laser market.
Over the decade, the lasers’ inherent advantages—high efficiency; exceptional beam quality; air-cooled, maintenance-free operation; and low operating cost—have demonstrated themselves to be real and sustaining. One feature, exceptional beam quality, has presented some challenges in materials processing, and here, processing head design has become one key for success.
Beam quality—specified as an M-squared (M2) value, beam parameter product (BPP), and sometimes referred to as brightness—essentially measures how well a beam can be focused. Theoretically, the ideal beam quality with ultimate focusability (the ability to produce the smallest possible focus spot size) is called diffraction limited and has an M2 value equal to 1.
Because of their design and construction, fiber and disk lasers produce what is essentially a diffraction-limited beam. In single-mode operation, the laser’s energy is most highly concentrated in the beam’s center, forming what is known as a Gaussian profile. Although mode and beam quality both tend to degrade at higher powers, multikilowatt 1-micron lasers provide the most intense, tightly focused, highest-energy-density, and lowest-diverging beams ever applied to material processing applications.
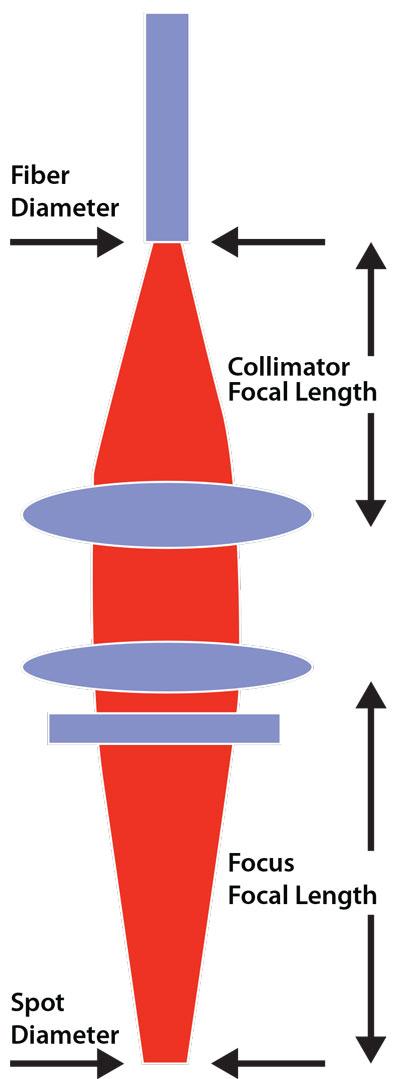
Fiber-delivered lasers have always required collimating, and the high-powered 1-micron laser is no exception. Collimating takes the beam energy from the delivery fiber and changes it into a beam size—anywhere from 5 to 45 mm in diameter—that can be directed and focused with lenses and mirrors (see Figure 1).
The high-powered 1-micron laser’s earliest processing heads had the same optics that worked with pulsed Nd:YAG lasers because the wavelengths were similar and they were readily available. This led to many mirrors, lenses, and cover slides disastrously damaged or destroyed from the intense energy density of the small-diameter, high-quality mode of the beam. So the industry switched substrate materials to optical-grade fused silica with better thermal characteristics and higher damage thresholds.
Focusing lens geometries were recalculated to better match the laser’s focusability attributes. Although simple plano-convex lenses worked for a number of applications (and are still preferred due to their low cost, simple design, and ready availability), aspheric and asymmetric doublet lenses became more common. Unlike plano-convex, which is flat on one side and rounded on the other, these lens alternatives incorporate alternative shapes that help achieve truer collimation and precise focusing (see Figure 2). Finally, the antireflective coatings (or reflective coatings in the case of mirrors) were tailored to handle the laser’s 1-micron wavelength.
Processing head mechanisms also required additional attention and refinement. The cover slide location was brought closer to the bottom of the lens to capture the largest beam diameter with the lowest energy density possible. It has been long known that the focus spot position is one of the critical parameters for cutting different materials, and the resolution, precision, and automation of this feature were enhanced.
Anyone who has set up a successful laser cutting process knows that it is a balancing act of at least 15 in-play parameters: wavelength, beam quality, spot size, depth of field, spot location, assist gas type, assist gas pressure, nozzle standoff, nozzle orifice, material, material thickness, cutting speed, motion accuracy, beam alignment, and contaminant control. Even after a technician finds a successful combination, the real test is the setup’s stability for a repeatable, robust industrial application.
When the 1-micron laser was combined with a processing head designed to maximize the output of its unique beam characteristics, the results were a rewarding validation of the laser’s potential. In metals less than 4 mm thick, the laser cuts 25 to 50 percent faster than a CO2 laser with half the power. One-micron lasers also outperform CO2 lasers in cutting highly reflective materials such as copper and aluminum. For precision cutting, and production cutting in thinner materials, 1-micron lasers equipped with noncontact height-sensing cutting heads have gained large acceptance and are beginning to dominate the market.
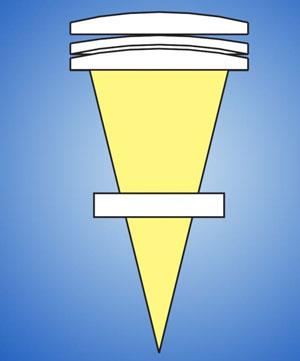
Figure 2: Alternative lens designs, including doublet and even triplet designs (that is, two or three lenses put together), have helped achieve truer collimation and precise focusing.
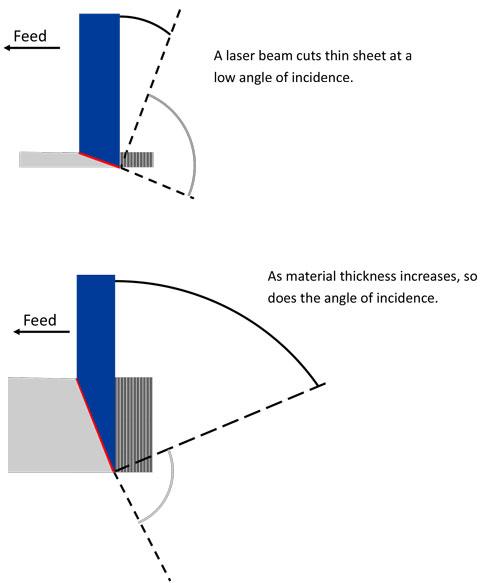
With thicker materials, basic physics begin to work against the 1-micron laser. A key factor in laser cutting is a material’s energy absorption rate, which is based primarily on two things: wavelength and angle of incidence. The short wavelength of the fiber and disk laser (around 1 micron) is better absorbed at low angles of incidence. In thicker materials, cut at slower speeds, the angle of incidence of the burn front increases, so the scales are tipped in favor of the longer wavelength (around 10 microns) of the CO2 laser (see Figure 3).
The operating cost of a CO2 laser is significantly higher than for a 1-micron laser. In 3 mm thickness, the 1-micron laser is three times faster (power levels considered equal), drastically reducing the price per part. In the next range of material thickness, up to about 8 mm, the cut quality is still fairly comparable between the two wavelengths, but the lower speed and higher cutting gas consumption the 1-micron laser requires begin to negate the price-per-part advantage. Thicker yet, and the CO2 currently offers better cut quality and faster cutting speed.
Overtaking the thick metal cutting (or plate cutting) market obviously is a holy grail for 1-micron laser manufacturers, and there is plenty of activity toward this goal. Isolated instances of good results in thicknesses 25 mm and higher are coming out of some of the labs, but the trick is in finding a stable, robust production solution with speeds comparable to CO2. Increasing 1-micron laser power levels may be a factor (the latest reported being an astonishing 100 kW), but with power increases also comes a corresponding decrease in the beam quality.
Here, processing head developments may again be key. Investigations are being made with supersonic assist gas nozzles in small-kerf-width conditions and, more exotically, in custom optics that could alter the angle of incidence of the beam along the cutting front.
Welding with high-power 1-micron lasers has been a challenge, again in part because of the wavelength and exceptional beam quality. There are basically two types of laser welding: conduction welding, such as spot welds with relatively low power, wide bead, and low penetration, and keyhole welding with high power, a narrow bead, and deep penetration. Keyhole welding is very similar to laser cutting, but rather than expelling molten material through the kerf with assist gas pressure, the molten material is allowed to resolidify, forming the weld.
Many have studied the dynamics within the keyhole, and maintaining it requires a delicate equilibrium. Beam absorption determines weld temperature, and vapor (plasma) pressure keeps the keyhole open while allowing molten material to reflow smoothly. Unstable keyholes often produce weld spatter, or molten material ejecting from the weld pool.
During initial trials of deeper keyhole welding, 1-micron lasers produced significantly more spatter than previously seen with CO2 lasers. Because of the 1-micron laser’s exceptional focusing, the keyhole it produces has a very high aspect ratio (very deep with a narrow opening) with a relatively straight front wall and very little distance to the back wall. The lower absorption at these high angles also results in a narrower top to the keyhole, increasing its instability.
Remedies such as inclining the beam angle, elongating the keyhole, and providing assist gas directly into the weld helped mitigate spatter, but these didn’t address the fundamental problem: keyhole instability from changes in the focused spot size and location due to focal shift and beam scattering.
Focal shift, or thermal lensing, is caused by the absorption of energy into the focusing lens. As the lens increases in temperature, its index of refraction and radius of curvature change or distort, and the focus position shifts.
All optics absorb some energy from the laser. The energy absorption into the lens can increase if the lens material and coating are inadequately rated for the laser power directed onto them. And with contaminants or debris on the lens, energy absorption can increase dramatically. This starts a self-perpetuating process whereby lens debris causes a focal shift, creating a bad weld condition that creates even more debris and more focal shift.

Figure 4: Reflective parabolic welding heads eliminate focal shift and offer a robust, durable solution for deep-penetration welding with 1-micron lasers.
Here again, processing head advancements have helped. Most laser processing heads use a transmissive focus, where the beam passes through a lens to achieve focus. An alternative is to use a reflective focus, which uses a mirror (typically a parabola machined from copper) that focuses the beam as it reflects it.
Reflective parabolic mirrors have long been used in high-power CO2 applications because they are more robust, less susceptible to damage and debris, and easier to clean than a transmissive lens. They also do not exhibit thermal lensing and have virtually no focus shift (see Figure 4). Polished, uncoated copper can provide excellent results, and enhanced coatings increase reflectivity even more—all beneficial for the 1-micron wavelength of fiber and disk lasers.
Eliminating focal shift with reflective optics provided stability to develop viable laser welding, but there remained the one issue that plagues all welding applications: managing the debris, like smoke and soot, that welding generates. The 1-micron wavelength is far more susceptible to, and far less forgiving of, debris on the optical elements or even floating within the beam path. Keeping the optics clean and protected is essential. Visual inspection is not completely adequate because submicron contamination, invisible to the naked eye, still can influence the laser beam. This requires frequent inspection by microscope, cleaning, and replacing the optics as necessary.
Various methods can protect optics, such as cross-flow air knives, purge chambers, and reduced apertures. Airborne debris in the beam path also can cause scatter of the 1-micron beam, so the machine design of a laser welding system should incorporate effective fume removal and, in some cases, additional air knives close to the process.
The emergence and increasing power levels of 1-micron lasers have happened faster, and with more impact, than any other development in the history of industrial lasers. The concurrent development of laser processing heads designed to maximize laser performance has enabled their ability and acceptance for an ever-increasing range of industrial applications.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}