















Six laser welding tips
Technical and managerial tips for ensuring success
Some of the keys to laser welding success may surprise you, especially if you are an engineer or scientist. In the world of high technology, it's very tempting to reduce the success of a manufacturing process down to a keen understanding of a few basic technical principles. In the realm of laser welding, those few principles might involve laser physics, metallurgy, tooling and fixturing, weld processing parameters and design of experiments, and part strength testing. Certainly, a thorough grasp of these basics is critical to the success of any laser welding project, but other keys that can't be calculated or graphed are every bit as important, such as leadership and other managerial topics.
1.Design Components for Laser Welding
Designing component assemblies for laser welding is absolutely critical for successful implementation, not just from a weldability perspective, but also from an economic perspective. The worst thing you can do is to take a component assembly designed for resistance spot welding, for example, and simply replace the spot welding equipment with a laser welding system. Why? Because the component would not be redesigned to take advantage of the laser joining process. A few important considerations are as follows:
- Cut down on component weight and cost by reducing flange widths, which can be done with single-sided, narrow-beam access; by reducing gauge thickness by using continuous weld seams in high stress regions of parts normally spot welded together; or by eliminating access holes in structural reinforcements needed for resistance spot backup electrodes.
- Reduce component as-welded distortion with the laser's high energy density and low heat input.
- Eliminate secondary processes such as grinding, finishing, and straightening by taking advantage of low heat input and high weld seam aesthetics.
- Pursue unique styling of components that could eliminate some steps in later operations.
2.Appoint a Laser Champion
Another key to success is appointing, shepherding, and empowering a laser champion. This should be done early in the process. History and experience prove this basic fact: No process champion equals inconsistent production quality and quantity. Selecting a champion is probably the easiest part of the process. Some of the important qualifications this person must have are:
- An engineer (welding or mechanical) or someone with similar practical experience
- Passionate about laser technology
- Dependable and capable of passing the baton
- Teachable and trainable
- Able to share information with others
Once the champion has been selected, the more challenging aspects of shepherding and empowering begin. Guiding or mentoring the champion involves instilling the corporate objectives and vision, as well as providing and supporting the appropriate training. Regarding training, many courses can benefit the champion and, ultimately, the success of the laser welding manufacturing process (for example, laser safety, basics of laser welding, basics of metallurgy, statistical process control). The biggest challenge to managers in this regard is to justify both the financial and time costs associated with the training; to ignore or downplay this essential aspect very well may sabotage the success of the process.
3. Involve Production Personnel
Involving the production staff early in the process is the key to ownership, technology transfer, and acceptance. Manufacturing engineers, whether at a remote location or in the front offices, are advised to involve key individuals from the production staff at the onset of any manufacturing project.
This is not simply a pragmatic necessity to gain philosophical unity, although it will accomplish this necessary goal if done in the right spirit. Much more is at stake. The many years of combined experience of those who make manufacturing systems produce parts day in and day out is the primary fruit of this effort. These men and women offer critical input and suggestions that can turn ordinary into extraordinary, and mediocre into world-class. In summary—involve, lead, listen, and expect great things.
4. Train Operators and Maintenance Personnel
As was the case with the laser champion, the first task is to select the appropriate people to operate the laser welding system. Some plants may not have much flexibility in this regard, but if yours does, let common sense lead you to select the right people to help guarantee the success of a high-technology process like laser welding.
After the selection phase are training and empowering. Operators need to know how to operate and maintain the equipment in the safest way possible. Beyond that, they need to understand how all the components of the system work. More important, however, they need to know and understand all of the symptoms that indicate the system is not performing optimally. One key component to assisting the operators is excellent documentation, which for turnkey systems is always a challenge.
Maintenance and service personnel need the in-depth working knowledge that can come only with hands-on training and experience. Training on the laser should be scheduled at the laser manufacturer, if possible, to avoid the often noisy environment of the plant and the typical "pulled out of class to get a piece of equipment back up and running" situation. The timing of the class is also important. Before or immediately after installation is the best time, with routine refreshers or higher-level training on a yearly basis. The in-plant laser safety officer and the laser champion also should be part of the laser and systems training, and should routinely augment the training of the operators and maintenance personnel. The right people plus the best training is the equation for success.
5. Select a Laser Partner
The race toward higher power, better beam quality, and lower costs has been run in the realm of laser technology since the very first days. However, one absolutely critical objective is to achieve these three attributes in a product that is industrially robust, flexible, and field-serviceable by factory maintenance personnel. Here are some questions to ask when selecting an industrial laser partner:

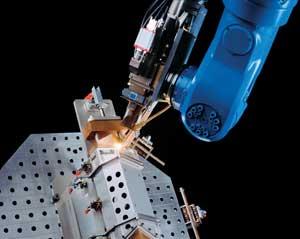
Designing component assemblies specifically for laser welding is absolutely critical for successful implementation from both a weldability and economic perspective.
- Does the laser manufacturer have an excellent and proven reputation? Has it demonstrated a history of successful new-product launches? Are its products reliable? Does it offer global service and spare parts support? What is its level of experience and process knowledge?
- What is the laser supplier's extent of vertical integration? For the YAG or 1-micron laser manufacturers, for example, a fundamental question arises: Does the laser manufacturer have competence in not only the laser resonator, but also the beam guidance, fiber, and optics? This is critical because you need to minimize risk from the laser source all the way to the workpiece. For example, a beam delivery fiber that fails on a routine basis is just as costly to production as a malfunctioning laser source. Working with manufacturers that produce their own beam delivery equipment can help to ensure optimal system performance, compatibility of all components, and minimum risk. In addition, one phone call to one source is all that is needed in the event of maintenance or service assistance.
- Is the laser field-repairable by your own trained maintenance personnel? Some laser designs result in products that have basic failure modes that are either not field-repairable (the laser must be returned to the laser manufacturer for repair and a complete laser becomes the spare part) or not field-repairable by your maintenance staff (it can be repaired only by the laser manufacturer or only at its manufacturing facility). If physicists or advanced technicians from the laser manufacturer are required to fix basic failures in the field, the question of risk mitigation becomes self-evident.
- Does the laser source have advanced controls and diagnostics capability? On the controls side, for example, laser power feedback control is essential to ensure that the delivered power is equal to the programmed and expected laser power. This is significant because laser power, if not monitored and controlled, fluctuates with cooling water temperature, back reflections, and diode failures (in the case of diode-pumped lasers).
On the diagnostics side, telepresence is key, and it's much more than a phone line and a modem. To diagnose problems quickly either at the equipment location or remotely connected via phone, you need the appropriate quantity and type of sensors. These sensors show you the real values of voltage, current, temperature, pressure, flow rate, and so forth, to facilitate diagnosis and repair. Furthermore, when analog signals are available, warnings can be issued by the laser control when some measured signal is moving in an undesirable direction. When only switches (0s and 1s) are being monitored, it's already too late when the switch changes polarity.
6. Maximize Laser Beam-on Time
Maximizing laser beam-on time, or welding time, is key to cost justification. It's obvious that every minute the laser is waiting for parts, it's literally in a holding pattern, which also puts on hold the potential for increased revenue. The key is to keep the beam on the part as close as possible to 100 percent of the time. There are at least two ways to do this. First, utilize beam sharing in which the beam is shared between two or more production workstations, so while parts are being unloaded and reloaded at one station, welding is occurring at a secondary station.
Another way to increase beam-on time is to use a welding process that has become known as remote welding. This process uses a relatively long focusing optic with beam manipulation at the workpiece accomplished via scanning mirrors. These lightweight, highly dynamic scanning mirrors enable extremely fast indexing between welds, which greatly reduces the beam-off time. Conventional laser welding uses a robot or a Cartesian system to manipulate the beam or workpiece, which results in a longer indexing time.
Some of the keys to the success of a laser welding manufacturing system cannot be directly measured or calculated even though they are every bit as critical as those things that can be. Technical perfection alone does not guarantee success. As your company presses forward toward engineering perfection, strive for leadership and excellence.

When selecting a laser champion, make sure it is someone who is trainable, dependable, passionate about the technology, and willing to pass along the information to others.
About the Author
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
How welders can stay safe during grinding
