















Tooling changeover can be a pressing issue
Speed up tooling setup to keep up with dwindling press brake batches
How long would it take a press brake operator to change out tooling from one bending job to the next? Press brake manufacturers are providing automatic tool-changing options and systems to reduce tooling setup times. Photo courtesy of Amada America Inc.
Editor’s Note: This article originally appeared in the January 2013 issue of CIM-Canadian Industrial Machinery.
It’s tough for a press brake department to keep up when jobs coming through are for small quantities, each requiring tooling changeover time. Low-count batches and a high variety of part configurations can combine to spell bottleneck. But that’s the way manufacturing has been going, and there is no indication, especially in small shops, that it will change.
“The competition in the sheet metal fabricating industry over the decade will focus on the ability to rapidly respond to changing market conditions,” said Paul LeTang, bending product sales manager, LVD Strippit, Akron, N.Y. “Fabricators can no longer capture market share and gain higher profits by producing large volumes of standard products for mass market.
“There is a push on customization. With the proliferation of 3-D printers, people can make things on demand, and this technology is spilling over into our business. This will compound the manufacturing challenge because every time you make something, it may be one of a kind.”
As the number of changeovers per day increases, shaving a few minutes off each setup can significantly affect productivity and profitability. Scott Ottens, bending product manager at Amada America, Buena Park, Calif., estimates that press brake tooling setup accounts for 6 percent of the time involved in each bending job.
Press brake manufacturers have responded to this changing market by designing options and systems to reduce setup time by managing, storing, and automatically changing upper and lower tools. Operators can spend less time physically involved with setup and more time with the profit-making bending process. Reduced margin for error and less scrap are added benefits.
Here are some of the automatic options and systems available to save setup time and make the operator’s life a little easier.
Getting Tools Ready for Bending
Tom Bailey, TruBend product group manager, TRUMPF, Farmington, Conn., highlighted recent press brake automation innovations.
The company’s Mobile Control is a small electronic module that activates the clamping/unclamping of the tooling and cycles the machine on and off. It can be positioned anywhere on a rail that runs the length of the press brake.
“If you watch operators on the 10-foot or larger machines, quite often you’ll see them walking back and forth across the machine to the control. This Mobile Control allows the operator to have access to those controls right in front of him.”

Figure 1: TRUMPF’s TruBend optical setup and positioning aid consists of a series of LED lights embedded in the cover of the upper tool clamp to indicate exact placement of tooling. Photo courtesy of TRUMPF.
LED lights in the cover of the top tool clamp comprise the visual component of the TruBend optical setup and positioning aid (see Figure 1). The lights, on 1-mm centers down the length of the brake, are turned on and off by the machine control to direct the exact placement and length of the tooling.
The biggest gain from this option, Bailey said, is when companies do a lot of staged bending that requires knowing exactly how many stations are involved and where they should be located. “This makes setups more efficient and reduces the skill level required by the operator.”
The ToolShuttle stores about 525 feet of tooling in 32 storage compartments. The stand-alone system can be positioned between two press brakes to allow the transfer slide to position tooling at programmed clamping points in either machine. According to Bailey, any tool shelf in the system can be delivered within 10 seconds.
Automating the Setup
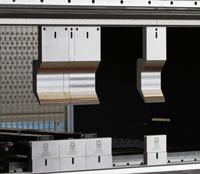
The HD ATC (automatic tool changer) series press brakes from Amada adds the technology of quick-change tools to a manual machine (see Figure 2). Parts are manually bent, but the tool change operation is automatic. Over 85 feet of precision tooling stored in the ATC can be selected and loaded by the system’s 4-axis manipulator. The offline programming software provides an interactive tool layout display on the control showing tool placement.
“It’s a unit located on the right-hand side of the machine, loaded with various lengths of punches and dies. It has tool layout units that slide over, grab the tools, and run them into position,” Ottens said. “During the tool change the operator is free to get his blanks ready and prepare to bend parts.
“We took the technology that was part of our robotic bending system and put it on a stand-alone machine because robotic bending has its limits on the type of parts that can be bent. A robotic arm cannot make all the movements that an operator can.”
Amada’s Tool Navigator works with the backgauge to indicate set positions for the upper and lower toolstations to save operator setup time.
A Self-contained System
The ToolCell from LVD Strippit is a system that integrates the press brake with a library of tooling located in the tooling stadium under the backgauge (see Figure 3). A gripper built into the machine’s backgauge serves as the tool changer mechanism.
“We use the same standard control and the same basic backgauges that were already part of our machines to do one more task,” LeTang said. “We added the grippers and a piece of software that calculates where the tool has to go on the machine, because with an automated system you can’t have somebody there teaching tool movements. The software calculates the tool projectories.
“By making the backgauge a multipurpose device, the complexity of the system did not increase.”

Figure 2: Amada’s HD ATC series uses a 4-axis manipulator to load tooling from the storage unit located to the right of the brake. Photo courtesy of Amada America Inc.
Low- or No-Cost Improvements
Not ready to invest in new equipment? There are no-cost and low-cost actions you can take to minimize press brake tool setup time:
Straighten up and Cozy up. Eliminate the hide-and-seek game. Mark each piece of tooling with a name or number that corresponds to the instructions on the setup sheets so operators can immediately identify the correct tools. Then locate tooling by the brakes. Invest in a cabinet for organized storage or a rolling tool rack to deliver the tooling to the brake and make it easy to return tools to their designated locations.
“Staging tooling in an area accessible and close to the workcell seems like common sense,” Bailey said, “but quite often I go into shops where tooling access requires a forklift and a 100-foot walk across the shop floor. Any idea that will bring tooling closer to the brake is going to reduce setup time.”
Go Modular and Self-seating. If it’s not already in the shop, invest in modular, precision tooling.
“The modular tooling idea now is that all components—goosenecks, punches, straights—have a common working height so they can all be set up across the bed at the same time. A part can be handled once, moved through the series of bends, and completed. The operator won’t be setting up a gooseneck, making a bend and setting aside the part, and retooling to make another bend and setting aside the part. There are some setup savings, but the big advantage is decreased part handling,” Ottens said.
And make sure that the modular tooling is self-seating.
“This will eliminate the step of bringing the ram down on a 2-by-4 or piece of scrap to seat the tool,” LeTang said.
Although some self-seating systems can be retrofitted to older machines, he cautioned that care should be taken to avoid adding a tool system that is significantly more precise than the machine itself.
Modular tooling provides versatility in how components can be combined, and it can be loaded without a forklift, multiple operators, or clearing a path to move an unwieldy length of tooling because large tools are combined from abutting a series of small tooling units.
Document and Measure. Create an electronic or hard copy setup sheet. If you don’t have the software, use a paper document for each job that includes a diagram of the bed, the number of tools used, the numbers or names of the tools, and exactly where they are located on the bed.
“There should be some sort of a scale on the machine that is calibrated to show the operator where to position the tools. He may have a little tweaking after that, but the setup will be close and it will speed things up,” Ottens said.

Figure 3: The ToolCell from LVD Strippit stores tooling in a tooling stadium under the machine’s backgauge. Photo courtesy of LVD Strippit.


subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




