















Editor-in-Chief
 |
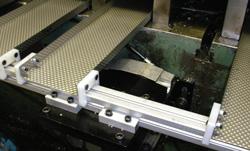
| The beltless conveyor system on this mechanical press removes scrap for four different stamping jobs. With the Multiple Tray System, a set of trays is dedicated to each die. American Trim keeps the trays stored with the dies to expedite press setup. |
To the contrary of popular opinion, not all high-volume stamping operations have left the U.S. for opportunities overseas. Stampers that have survived the early part of this decade are working hard to serve the existing U.S. manufacturing base.
American Trim, based in Lima, Ohio, is an example. Formed from several businesses that once operated under the Superior Metal Products name, American Trim employs more than 50 presses to stamp out parts for its customers in the appliance, building product, and transportation markets. The company also has continuous roll forming lines, robotic welding systems, and a variety of other fabricating equipment spread over its 10 manufacturing facilities in the U.S., seven of which are in Ohio.
American Trim's Baxter Street location in Lima is dedicated to appliance work. The facility stamps hundreds of thousands of appliance parts from cold-rolled and stainless steel in thicknesses mostly from 55/1,000 of an inch to 108/1,000 of an inch and widths up to about 40 inches.
While other metal formers and fabricators have retreated from chasing appliance-related work in recent years, American Trim has remained firmly dedicated to the market. In fact, Whirlpool Corp. honored American Trim for the second consecutive year with its Innovation Award, given to companies that implement internal processes that help to bring customer-focused, innovative ideas to the appliance maker.
 |
| The shaker motor for the stainless steel trays is attached directly to the press's bolster plate. Jim Reser, a die setter and group leader with American Trim, estimated that his team took about two hours to install the unit in the press. |
That innovative approach to business also occurs on the shop floor. The Baxter Street facility is in the midst of scrapping its conveyor lines as a means of removing scrap from underneath dies and moving to a beltless scrap removal system from GSW Press Automation. The change may not directly affect Whirlpool, but the resulting cost savings are sure to please American Trim management.
The Baxter Street facility has 14 stamping presses under its roof. Eleven of the presses run over three shifts five days a week, and the other three run over three shifts seven days a week. To remove scrap, which may be as large as a 2-pound ring, from the presses, low-profile conveyors are used on most of the presses.
Jim Reser, a die setter and group leader, said the conveyor purchases, which were made in 2000, made sense then. A tour of a facility where the low-profile conveyors were in use revealed a smooth, hassle-free means of removing scrap in a very tight area. It looked like the perfect answer, according to Reser.
But after some use in the American Trim facility, conveyor maintenance issues started to emerge. The oily environment, sharp-edged parts, and nonstop use beat up the conveyors pretty badly.
"The bearings would go out on the belts, and we would go through belts like there was no tomorrow," said Reser, reflecting on the problems.
 |
| Because of the tight fit, the scrap falls from the stainless steel trays onto a traditional belt conveyor to be fed into a collection bin. |
Now that five years have passed, the maintenance costs have become more of an issue, especially as American Trim fights to save every dime in light of the threat of foreign competition. Reser said maintenance costs for conveyor repairs add up to an annual tab of $55,000, and something needed to be done to reduce that cost.
The Baxter Street facility also had some shaker-style scrap removal units, which were a nice alternative to the traditional belt conveyors. But the shaker-style units had problems of their own.
"Scrap and stuff used to get into them. They were an open design, and you had to readjust the air pressure a lot," Reser said. "It was a mess"
During the same period, Reser learned that the plant manager of American Trim's Victory Street facility in Lima had experience with another beltless scrap removal system. This model is from GSW Press Automation, just down the road in St. Marys, Ohio.
The shaker-style units with the Power Speed 60 motor feature a main body made of aluminum that usually is mounted onto a bracket. The completed assembly gets bolted to the bolster plate. A stainless steel tray is mounted on top.
The units are able to move material because of a difference in speed between the forward and reverse stroke movements. The stroke in the conveying direction is slower than that in the opposite direction. This produces a transport action by static friction during the forward stroke. The reverse stroke has to be fast enough so that the material being transported retains its effective position in space while the tray is pulled back under the materials, overcoming the friction.
This back-and-forth movement is controlled by air pressure, not mechanical springs.
Unfortunately, employee interference sometimes contributed to the units not performing properly. Full-line pressure was set when it wasn't needed, causing the units to break down. Filter-regulator-lubricators (FRLs), a component found in the air lines, weren't monitored and refilled properly, ultimately hampering machine performance. In one instance, according to Benjamin Schwabe, GSW Press Automation's sales and marketing manager, an operator set one of the units to run at 100 pounds per square inch (PSI) with no lubrication or filters when the recommended setting was 50 PSI to 60 PSI with proper lubrication.
Even though the shaker-style units were designed to handle several trays and high scrap weights, they suffered when operators caught up in the frantic pace of a factory floor forgot proper setup techniques. Sometimes the operators did not provide the needed support for the crossbars and trays, and then the units experienced the full punishment associated with off-center loads. Under this scenario, the heavier scrap or parts cause extra twisting of the setup, which in turn places too much strain on the piston that drives the motor. Such undue stress slowed down the parts flow and increased the wear on the units, eventually leading to motor failure.
 |
| American Trim stamps stainless steel dishwasher fronts on this 400-ton Hannifin hydraulic press. As a result, the scrap is large and difficult to direct. American Trim personnel attempted to design their own steel tray for the application, but large parts sometimes flipped out of the bin, setting off a light curtain and shutting down the stamping operation. In addition, the spot-welded tray often would break. GSW Press Automation stepped in and fabricated an 80-in.-long by 30-in.-wide, 16-gauge stainless steel tray that was seam-welded. Now the tray more carefully directs the scrap into the bin and has yet to break while in use. |
With that type of experience in mind, GSW Press Automation developed a turnkey solution it calls the GSW Multiple Tray System. When the customer orders a shaker-style, beltless material removal unit, the customer gets the correctly sized shaker motor and all ancillary equipment, including brackets, cross bars, linear bearings, trays, and hold-downs. With the exception of tray exchanges when dies are switched out of the stamping presses, operator intervention hardly is required, Schwabe said.
The units arrive preset. All that needs to be done is to assemble the components, mount them to the press, turn on the air valve, and make sure the correct metal trays are mounted correctly on the motion controller.
Impressed with the system's key components and intrigued with the idea of spending less money on a beltless unit than he did for a traditional conveyor, Reser ordered three Multiple Tray Systems, one of which was up and running at the time of The FABRICATOR®'s visit to the Baxter Street facility.
Reser installed a 130-in.-wide system, powered by a PS 100 shaker motor, to a 450-ton Clearing mechanical press used for multiple stamping jobs. Six 96-in.-long 304 stainless steel trays with a rigidized surface carry all the scrap that is produced. The PS 100 motor is designed to handle about 220 lbs. with a recommended maximum part weight of 18 lbs. Transfer speeds can reach as high as 40 feet per minute.
"There are basically only two adjustments on these units needed any more. The first adjustment is done as part of the test run at our facilities before shipment. When the system is installed at the customer's facility, the second adjustment is made: The operator is able to decrease the air pressure after a wear-in period," Schwabe said.
Schwabe recommended to American Trim operators that the pressure remain at 60 PSI for all of the Multiple Tray System units.
"After the wear-in phase, you can lock in the adjustment screws,"; Schwabe added. "You can put a nut on them, tighten them down, and say that this is the way it has to stay. Some customers even have put a nut with adhesive on there so no one can mess with it anymore."
Contamination from lubricants hasn't been a problem because the trays are made of stainless steel. The trays also shelter the shaker motor from the oily environment. In addition, no gaps exist between the trays and the bottom of the dies for stray scrap to fall through and possibly damage equipment.
Schwabe added that the Multiple Tray System is designed to eliminate problems associated with off-center loading. The units now feature a new linear bearing design that supports the system no matter where the greatest strain is on the trays during material movement.
Such improvements, he continued, are also possible for other equipment. The ancillary equipment developed for the Multiple Tray System can be adapted to other manufacturers' models.
"The operators really like the systems," Reser said. "Now they actually have the opportunity to look at the product for better quality. They can do their SPC charts now."
Reser said that with the air pressure already locked in, the units now run almost maintenance-free. Once a week maintenance technicians grease the linear bearings on the Multiple Tray System and check the oil in the FRLs. The units usually require about one drop of oil every two minutes to run properly.
So, Reser and his team don't see Schwabe as much anymore.
"We don't have to keep paging them for help," he said with a laugh.
That leaves more time to concentrate on stamping and keeping those appliance customers happy.
American Trim, 651 N. Baxter St., Lima, OH 45801, 419-228-1145, fax 419-996-4937, www.amtrim.com
GSW Press Automation, 1601 McKinley Road, St. Marys, OH 45885, 419-394-5751, fax 419-394-8645, info@gsw press.com, www.gswpress.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





