















El cerebro y el músculo de la automatización moderna
La automatización de la fabricación requiere tanto maquinaria robusta como software inteligente

Figura 1: En este arreglo, carritos con ruedas listos al lado de las mesas de descarga, ayudan a hacer eficiente el flujo de partes y a reducir el producto en proceso.
Un gerente de producción entra apresuradamente a la oficina de su jefe con la impresión de un correo electrónico de un cliente, que pregunta dónde están sus partes. Resulta que el taller fabricó algunas, pero no todas las partes que el cliente pidió.
O quizás el cliente presentó cambios en el diseño que nunca llegaron al taller, y está llamando para preguntar por qué ahora tiene contenedores de partes basadas en dibujos no actualizados.
O las últimas revisiones del cliente tienen dibujos erróneos con geometrías abiertas y otras inconsistencias, y por lo tanto requieren horas no planeadas en el escritorio del ingeniero—horas que el cliente no va a pagar.
O quizás el cliente hizo una orden pero la canceló en el último minuto, pero el aviso nunca llegó a producción, lo que significa que el cliente tiene un lote de partes que no quiere en su puerta—y no va a pagarlas.
Estos y otros dolores de cabeza se han vuelto demasiado comunes. En este mundo después de una Gran Recesión, los clien-tes se cuidan de quedarse sin dinero o de acumular un inventario significativo, por lo que esperan hasta el último momento posible para hacer una orden, y esperan tener las partes en días. Además, pueden cambiar el diseño, el volumen y otras variables hasta el último momento antes de la producción.
Para ayudar a solucionar los proble-mas, los gerentes de los talleres de fabricación han recurrido a la automatización. Y en ningún lado la automatización en la metalmecánica por contrato es más visualmente obvia que en la operación de corte primario. Esas máquinas alimentan todo lo demás en el taller; cualquier cuello de botella en el corte afecta todo lo demás corriente abajo. Así que no es de sorprender que los dueños de talleres volteen hacia las torres de manejo de material automatizado, las mesas de descarga y cosas similares para acortar el plazo de entrega y hacer el flujo de partes lo más delgado posible.
Sin embargo, las máquinas en sí—el “músculo” de la automatización—son sólo la mitad de la ecuación. La otra mitad—el “cerebro”—incluye software integrado con control de máquinas y de producción, todo enfocado a hacer más eficiente el manejo de la información del cliente.
La maquinaria automatizada y el tiempo de manufactura relámpago no servirán de mucho si los clientes reciben partes incorrectas. Un taller tendría que hacer malabarismos con numerosas órdenes pequeñas y revisiones y lidiar con cambios de último minuto e incluso cancelaciones. Esto ha hecho que el manejo eficiente y preciso de la información del cliente sea más desafiante que nunca.
La maquinaría es vital también, por supuesto. Puede ser difícil lograr plazos de entrega cortos si un operador gasta sus días presionando botones en una grúa aérea para cargar la hoja mientras que un costoso montón de fierro con accionamientos de alta velocidad y óptica láser avanzada permanece inactivo. El punto es que la implementación más efectiva de automatización involucra tanto el cerebro como el músculo—las máquinas y el software inteligente. Quite cualquiera de éstos, y un taller reducirá significativamente su rendimiento de una gran inversión en tecnología.
El músculo: las máquinas
Las máquinas y los sistemas de manejo de material forman el corazón tradicional de la automatización. La gente las ve en acción e inmediatamente ve los beneficios. Sin embargo, integrar un sistema requie-re un análisis cuidadoso.

Figura 2: Sistemas de torre completos pueden cargar miles de libras de material en cada estante y alimentan material diferente a las máquinas correctas, en el momento justo.
Conectar un sistema de manejo de material con una máquina láser no di-señada para automatización con frecuencia no es la mejor solución. De hecho, dicho trabajo de integración de máquinas con parches puede tener graves consecuencias. Para operar sin supervisión, un sistema láser debe tener sistemas de seguridad integrados. Si un sistema está programado para trabajar con materiales diferentes, hay una pequeña probabilidad de que los fuelles de salida se incendien, lo cual puede ser catastrófico—especialmente si no hay alguien en la planta. Las máquinas diseñadas para operación desatendida tienen sistemas de monitoreo en tiempo real para evitar dichos eventos.
Todos los elementos de un sistema automatizado deben poder manejar materiales similares (vea la Figura 1). Un sistema láser capaz de cortar acero al carbón de 1 pulgada puede no ser utilizado tanto como podría si está conectado a un sistema de manejo de material capaz de llevar material de un espesor sólo hasta de 0.625 pulgadas.
Manejo de material
Las torres pueden sostener miles de libras de material por anaquel (vea la Figura 2). Las torres ayudan a los talleres a manejar el material; en cualquier momento dado, el controlador del sistema automatizado muestra exactamente en dónde está el material, eliminando esa cacería de material demasiado familiar. Si surge un trabajo urgente, el gerente de producción sabe exactamente dónde se encuentra el material requerido y por lo tanto puede arrancar inmediatamente la ejecución del trabajo. El material es llevado a mesas de carga/descarga, las cuales permiten que los tiempos de cambio de trabajo sean medidos no en minutos sino en segundos.
Las torres pueden integrarse con láseres múltiples, y los sistemas modulares pueden estar diseñados para hacer crecer la automatización láser con el negocio. Un taller puede invertir en un solo sistema de torre-láser, pero sabe que un día puede agregar más máquinas láser para aumentar la capacidad y, dependien-do de la potencia del láser en esos nue-vos sistemas, poder manejar una mayor variedad de tipos y espesores de material.
Dichas torres pueden reducir el tiempo que toma alistar un nuevo trabajo para producción, pero por sí mismos no necesariamente hacen la vida más fácil para los trabajadores en la planta. Sin importar qué tan eficientes y flexibles sean los sistemas de corte, éstos provocan dolores de cabeza si sólo llenan la planta con producto en proceso (WIP, por sus siglas en inglés).
Los trabajadores pueden correr de aquí para allá para organizar las partes cortadas y moverlas a las operaciones apropiadas corriente abajo, lo cual es probable que sea menos eficiente que el centro de corte primario. Toma unos cuantos segundos cortar una parte plana, pero puede tomar varios minutos doblarla. Equilibrar una producción como ésta no es fácil. El flujo de partes puede volverse aun más desafiante si una hoja tiene partes cortadas para trabajos múltiples que requieren diferentes operaciones secundarias.
El flujo de partes es un acto de equilibrio. Agrupar trabajos similares puede aumentar la utilización de material y el tiempo de incidencia (menos cambios de lente, etc.), pero a veces puede causar un exceso de producto en proceso (WIP) si esos trabajos similares tienen fechas de vencimiento distintas. Es aquí donde puede ayudar un área de automatización de corte pasada por alto con frecuencia: almacenamiento estratégico de partes cortadas.
Algunas compañías prefieren almacenar las partes cortadas en la torre. El controlador del sistema sabe exactamente dónde están esas partes, y las partes pueden traerse conforme las necesiten los procesos corriente abajo. Sin embargo, esto sí limita la capacidad de almacenamiento de la torre.
Otro método implica un tipo de sistema de paso que usa una serie de mesas de descarga. Como con todo lo demás en la automatización, la capacidad de la mesa de descarga debe equilibrarse con otros elementos en el sistema (vea la Figura 3). Digamos que un taller tiene una torre de 20 estantes capaz de manejar 120,000 libras (54.4 toneladas) de material, con una mesa de descarga capaz de soportar sólo 4,000 libras (1.8 toneladas). El taller probablemente pueda trabajar durante dos horas y media antes de que alguien tenga que quitar las piezas terminadas. Aun cuando esto esté bien para un pri-mer o segundo turno, ciertamente no es adecuado para producir durante la noche sin supervisión y durante el fin de semana (vea la Figura 4).
Los estudios de tiempos ayudan a determinar la capacidad requerida de la mesa de descarga. Si un taller procesa 1,000 lb (454kg) de metal por hora, una mesa de descarga con capacidad de 4,000 lb (1814kg) tardará cuatro horas en llenarse. Agregar otra mesa de descarga puede ser suficiente para trabajar durante un turno de ocho horas; varias más pueden ser suficientes para trabajar sin supervisión durante una parte significativa de un fin de semana.
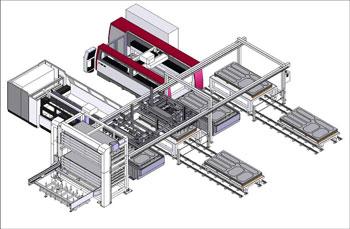
Figura 3: Las mesas de descarga deben colocar estratégicamente las partes terminadas para un flujo de partes óptimo hacia las operaciones corriente abajo. Éstas deben brindar sólo el suficiente producto en proceso para alimentar de forma efectiva al resto de la planta, pero no demasiado producto en proceso como para inundar el taller con piezas de trabajo.
Un sistema así permite a un taller manejar producto en proceso y flujo de partes mejor mientras maximiza la utilización del material. Por supuesto, esto no implica que el centro de corte pueda inundar el taller con trabajo, pero sí permite a los fabricantes suministrar suficientes partes para las operaciones corriente abajo en el momento justo, mientras que sigue maximizando el tiempo de incidencia y la utilización de material, dejando sólo esqueletos ralos para desecho. Además, puede permitir una reserva eficiente (aunque cuidadosamente monitoreada y limitada) para protegerse contra eventos no previstos.
Asegurar que las partes se manufacturen y ordenen en la mesa de descarga correcta en el momento correcto no es fácil. Es aquí donde entra en juego la otra mitad de la ecuación de automatización: el cerebro.
El cerebro: el software
Las juntas de producción en los talleres cubren algunos problemas seriamente complejos. El personal puede revisar una lista de, por decir, 24 órdenes que requieren seis materiales diferentes, con ensambles que pueden constar de componentes múltiples, cada uno con diferentes requerimientos de procesamiento secundario. Después del corte, algunos pueden requerir ser desbarbados, algunos necesitan doblarse; mientras que otras partes planas simplemente son enviadas a recubrimiento en polvo, ensamble, o directamente al empaquetado. Y todas estas partes deben procesarse en los siguientes dos turnos. Sin embargo, la gerencia de producción se ha vuelto muy buena con los años. Con cuidado, programan el trabajo de forma que todo llegue al proceso correcto en el momento correcto.
Luego, el operador del láser no viene a trabajar, un trabajo urgente llega esa mañana—y toda esa planeación deta-llada de la producción simplemente sale por la ventana. La rebatiña comienza. ¿Dónde está el material del láser? ¿Dónde está la lente del láser para este material nuevo? ¿La condición de la lente es suficientemente buena para cortar este trabajo? ¿Hay una parte que necesite reemplazarse? Sigue el combate del incendio, y pueden perderse horas o incluso un turno completo de tiempo de corte.
¿Le suena familiar?
Comunicar la información del cliente podría decirse que se ha convertido en el aspecto más desafiante de operar un taller moderno lleno de una gran variedad de órdenes de producción en lotes pequeños. El láser más potente y el sistema de manejo de material más eficiente no servirán de mucho si tanto las máquinas como la gente no pueden tener acceso a la información que necesitan. Las máquinas necesitan el programa correcto con las revisiones más recientes de partes, mientras que la gente necesita saber el estado actual del programa así como los datos de desempeño de la máquina, para saber cuándo programar el mantenimiento.
Las máquinas de corte láser cortarán sólo los archivos de programa que se les den. Éstas no saben si el programa está o no basado en la revisión del dibujo de parte correcta; sólo siguen instrucciones y no hacen preguntas.
Aunque, en un sentido, el software sí hace preguntas, al menos en el sentido algorítmico. Los algoritmos del software ordenan la prioridad de los trabajos por fecha de vencimiento, determinan el anidado más eficiente, y se comunican con el software existente de planeación de recursos de la empresa (ERP, por sus siglas en inglés) y planeación de recursos materiales para organizar varios trabajos. La meta es reducir el tiempo de manufactura y cumplir o superar requerimientos de calidad y fechas de vencimiento.
Una mejor planeación, una manufactura más fluida
La meta es reducir la toma de decisiones del taller. Una vez que un trabajo entra a producción, todas las variables deben estar bien consideradas y justificadas. El tiempo que el trabajador de un taller gasta en reorganizar programas podría verse como una pérdida de tiempo de manufactura.
Una vez que el trabajo llega al taller, es el punto de partida. Los trabajadores se enfocan principalmente en la producción y en la calidad, con un ojo en la calidad del borde de la parte y otro ojo en el siguiente trabajo que viene en la cola. Cuando un operador jala el siguiente trabajo, debe ver un nido que se guía por un calendario de trabajo que puede haber sido actualizado sólo unos minutos antes. El operador debe ser informado sobre cualquier cambio en el siguiente trabajo, para poder asegurar que el material correcto sea alimentado a la máquina correcta (o en un sistema independiente, puede recuperar el material con anticipación para minimizar el tiempo improductivo entre trabajos).
Si llega un trabajo de último momento, el software ve el programa existente en el sistema MRP o ERP, y determina qué partes necesitan producirse en qué momento. Luego, jala los archivos de partes; los limpia eliminando geometrías abiertas, etc.; las anida; y luego acomoda las partes en la siguiente hoja disponible, reorganizando otros componentes según se requiera. Todas las decisiones que toma el software correlacionan la fecha de vencimiento con la utilización de material y la capacidad del taller, y todo esto ocurre en tiempo real.
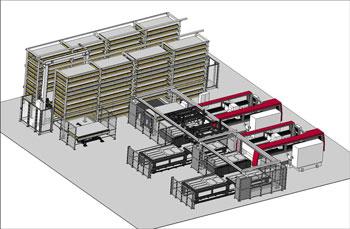
Figura 4: Un taller con grandes bastidores de material y mesas de descarga con suficiente capacidad podría operar sin supervisión durante una buena parte del fin de semana.
Esto ocurre sólo si todos están en la misma página en el departamento de trato directo con el cliente. Los admi-nistradores, así como la gente de ventas deben escribir órdenes. Ingeniería puede preparar dibujos para manufactura y trabajar con el cliente en algunas cuestiones de diseño para la manufacturabilidad. Esa información puede afectar los requerimientos de material y el calendario de producción. Y todas estas variables pueden afectar los libros y el flujo de efectivo de la compañía, por lo que las finanzas también necesitan estar en el ciclo (vea la Figura 5).
El EPR y el software de administración de producción y anidado sirven como un tipo de concentrador de comunicaciones y recurso para toda la información del taller, accesible dentro del taller y de forma remota por Internet. Un admi-nistrador puede empezar a introducir una orden pero entonces ve inmediatamente que una persona de ventas ya lo hizo—eliminando esfuerzos duplicados. Mientras más completo y transparente sea el flujo de información, más fluida se vuelve la manufactura real.
La importancia del mantenimiento
Hay una relación directa y estrecha entre el equipo automatizado y el software de administración de la producción, y este nexo involucra más que sólo programas de partes y anidado. Actualmente, ciertos sistemas ofrecen realimentación de control de lazo cerrado que contribuye al esfuerzo de mantenimiento de un taller.
El software soporta el mantenimiento del taller de forma tanto preventiva como predictiva. Puede mandar recordatorios sobre las tareas programadas y las partes requeridas, por lo que las partes pueden ordenarse y estar listas para el mantenimiento programado. Además, dichos sistemas pueden incluso ordenar esas partes; el sistema manda un correo electrónico al gerente, quien, con un clic, manda una orden de compra a los proveedores de partes.
Los sistemas modernos además ayudan al mantenimiento predictivo. Varios cientos de sensores colocados en todo un sistema de corte automatizado envían datos en tiempo real a partir de los cuales el personal de mantenimiento puede actuar en consecuencia. Por ejemplo, si un láser está teniendo una situación de sobreco-rriente que podría provocar una falla de la máquina, los sensores detectarían esto para que la situación pudiera atenderse antes de que ocurriera una falla.
Un mejor mantenimiento hace cual-quier operación más confiable y predecible. Además, puede permitir a los gerentes reducir las reservas de producto en proceso (WIP), lo cual a su vez reduce el inventario general y—lo más importante en estos días—libera efectivo en el estado financiero.
Fabricación flexible
Seamos honestos. A los clientes probablemente no les importe qué tan automatizado esté su taller, a ellos les importa recibir partes de calidad a tiempo. Además, les importa qué tan flexible es un proveedor para cambiar las demandas. El software permite a los gerentes tomar las llamadas de los clientes y, después de unos cuantos clics en la computadora, decirles el estado del trabajo y, si se requiere, hacer cambios de último minuto.
En el mundo después de la crisis de crédito, los días de largos atrasos de órdenes pueden haber quedado atrás. Los talleres exitosos se han adaptado siendo capaces de reaccionar inmediatamente a las siempre cambiantes demandas de los clientes. Los sistemas automatizados de la actualidad, si se integran adecuadamente, deben ayudar a un taller de fabricación a hacer justamente eso.n
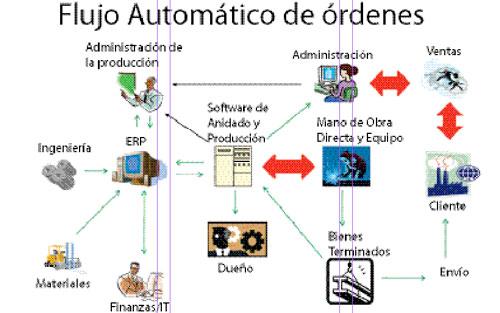
Figura 5: El software puede automatizar el flujo de órdenes para que todos en el negocio, desde el CEO hasta los operadores de planta, estén en la misma página.
About the Publication

subscribe now

FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscription- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Los operadores de prensa dobladora inexpertos hacen indispensable el repensar la seguridad

2
Prescripción para la reducción del desperdicio: arreglo esbelto de las instalaciones

3
Máquina de corte por láser diseñada para el mercado mexicano

4
La máquina procesadora de placas crea biseles complejos en un solo corte

5
El software guía a los soldadores a través de instrucciones de trabajo
