















New forms for modern autobody stamping
High-strength, low-weight requirements spur new developments
 |
With the introduction of stronger safety legislation and increased fuel prices, automotive manufacturers must respond with higher car body stiffness for safety and lower body weight for fuel efficiency. The fields of materials development, engineering, and manufacturing are working together to achieve these goals. Advanced steels, innovative forming processes, and new press concepts are integrated to achieve weight reduction with improved crash characteristics.
Materials Development
Higher-strength steels are a fact of life in today's automobile industry. Research and development departments of the leading steel suppliers are in full swing, developing products to meet the challenge of successful volume production of safety, structural, and chassis components.
Historically, if greater strength was required, it was at the expense of formability. For instance, extremely high-tensile steels, such as the martensite-phase steels, permit only the slightest deformation before failure. On the other hand, steels with less strength show far higher values of elongation at failure. For any autobody component, this relationship plays a role in the selection of the optimal material (see Figure 1).
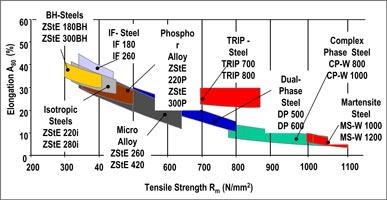 |
| Figure 1 Chart courtesy of Tower Automotive. |
This conflict between greater strength and improved forming properties is alleviated with a wider selection of new multiphase steels. Today comparable-strength classes achieve higher elongation values, improved cold forming properties, and increased tensile strengths.
In dual-phase steel, for example, the structure consists of both soft ferrite and a layer of much harder martensite islands. Multiphase steels include the transformation-induced plasticity (TRIP) steels, which have a basic bainitic ferrite structure with layered residual islands of austenite that are transformed into hard martensite during forming in the press.
Microalloyed boron steel that is precoated with aluminized layers exhibits excellent formability from which complex shapes can be obtained. Heat treatment and subsequent cooling in the die (quenching) give this new boron steel very high strength (martensitic structure) and exceptional resistance to impact and fatigue.
Engineering
Within the modern autobody there is now a considerable diversity of materials between outer skin and structural parts. The design engineer has to answer the question, Which material for which component (see Figure 2)?
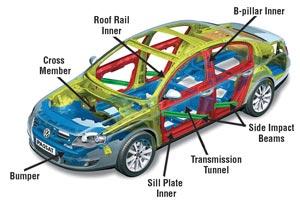 |
| Figure 2 Within the modern autobody there is now a considerable diversity of materials between outer skin and structural parts. |
The application categories for high-tensile-strength steels can be roughly classified in terms of their material properties. The selection of blank materials has to be made based on a specific tensile strength level and consideration of forming strain properties. Materials typically used for automotive components are:
- Complex-phase and martensite-phase steels—Parts with predominant relevance to crash safety (pillars, side impact elements, bumpers)
- High-strength stretch-draw steels—Stretch-draw components with flat curvatures (doors, hoods, roof panels)
- High-strength interstitial-free (IF) steels—Very difficult drawn parts with stretch and deep-drawing stresses (interior door panels, side panels, fenders)
- Dual-phase steels—Difficult structural components (frame rails, wheels) and stretch-drawn outer skins with special dent-resistance characteristics (doors, hoods, deck lids)
- Bake-hardened and phosphorus-alloyed steels—Difficult drawn panels (doors, hoods, roof panels)
- Residual austenite steels (TRIP)—Structural parts with especially high energy absorption characteristics (pillars, frame rails)
 |
| Figure 3 For processing ultrahigh-strength steel, an automotive supplier uses a high-tonnage, six-station transfer press with a separate first forming station. |
Innovative Forming Processes and Press Concepts
Creating high-strength/low-weight components puts demands on equipment technology. Generally speaking, traditional equipment and lines are not up to the demands of the newer, ultrahigh-strength materials.
Several new methods have proven successful in actual stamping plant applications:
- For forming high-strength steel—Cold forming with multislide transfer presses or hybrid lines (hydraulic lead press, mechanical follow-on presses)
- For creating high-strength steel during formation—Press hardening (hot stamping)
Which method is best for a certain application? Elements to consider are function, weight, and cost. Materials, autobody design, component geometry/dimensions, and planned production lot sizes are key factors to consider when making this decision because each situation is unique.
Forming High-strength Steel. Cold forming of high-strength and ultrahigh-strength steels has the advantage of significantly shorter cycle times. However, its use for complex components is limited by springback. In addition, this process requires high press capabilities (two to four times more than with mild steel) and rigid dies made with expensive materials to minimize wear.
Cold forming with a two-slide transfer press. One auto industry supplier had quite demanding requirements for flexibility, reliability, and speed in a forming system. For that company, the investment in a high-tonnage transfer press for processing high-strength and ultrahigh-strength steel was a significant step into the future.
The company purchased a two-slide, six-station transfer press with a separate first forming station. This forming station allows the capability to finish-draw the high-strength panel in the first operation.
 |
| Figure 4 During the press hardening process, a part travels 40 yards and spends five minutes in a furnace before it's delivered to the press to be formed. |
Cold forming with a hydraulic lead-off press and mechanical follow-on presses. Existing press lines can be equipped to handle production of high-strength steels by switching to a hydraulic lead-off press. The production rates of hydraulic drawing presses have significantly increased in recent years by drive enhancements such as dynamic cylinder mode switching and ring valve technology.
With this method, existing equipment can continue to be used and increase the production capabilities of the overall system. Higher press forces can be provided, even for small bed surfaces. Difficult deep-drawing operations can be simplified with hydraulic press technology, and full press force is available at any point in the stroke. Greater flexibility in terms of stroke, die space, and press forces increases the number of dies that can be run on such a line.
Creating High-strength Steel During Forming. Press hardening, also called hot stamping or hot forming, is preferred for complex, high-strength components that require high levels of precision. Because of heating and cooling process requirements, this approach involves longer cycle times, depending on the part.
To ensure successful press hardening, the material should be coated with aluminum-silicon to prevent scaling. Blanks or preformed parts are heated to 1,750 degrees F (950 degrees C) in a furnace to achieve the proper austenite material structure. The heated blank is fed into the press as quickly as possible to prevent air cooling, and the press closes to form the part with press forces between 800 and 1,200 metric tons.
The press remains closed for several seconds while water-cooling circuits within the die cool the part to about 390 degrees F (200 degrees C). This is the actual press hardening portion of the process, which delivers a martensite structure. The part then is removed from the die via an automated handling device, such as a robot.
The basic characteristics of hydraulic presses—variable slide speeds, adjustable pressure dwell times, and easily adjusted press forces—provide a suitable range of application for the flexibility, reliability, and long service life that press hardening requires.
With the trend of consumers looking for increased safety and higher fuel efficiency, the demand for processing high-strength steel is growing. With experts in materials, engineering, and processing working together, the formability of components and flexibility of forming systems continue to improve.
Jens Aspacher is senior product manager—hydraulic presses at Schuler SMG GmbH & Co. KG, Schuler Inc., 7145 Commerce Blvd., Canton, MI 48187, 734-207-720, info@schulerinc.com, www.schulergroup.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




