















Application Specialist

Safety should always be the No. 1 priority in any shop environment. Understanding the hazard potential in using compressed and flammable gases and related equipment is essential to keeping a shop safe.
Safety and performance audits (SPAs) (see Figure 1) are effective tools to help you identify equipment issues and workplace hazards that can occur when torches and regulators are being used incorrectly or in an environment not suited for a particular process.
Most audits are detailed check lists covering every piece of welding and cutting equipment you own. Using this check list, you can conduct a step-by-step review of your equipment’s condition and determine what safety issues must be corrected and how productivity can be increased.
Be sure to take your time during the SPA. Review every workstation thoroughly to identify potential concerns and issues.
First and foremost, pay attention to the layout of the room when evaluating the workspace. All work areas should be tidy and have adequate lighting and air movement. Welding areas need to be protected with tinted or fire-retardant curtains to protect everyone in the work area. All flammable items must be removed from the work area, as molten metal embers or slag from the cutting process can travel up to 30 feet.
You must have an approved fire extinguisher available in case of fire. Employees should wear leather or fire-retardant clothing, gloves, and shoe covers to protect themselves from burns. They also should use face and eye protection such as shaded goggles, face shields, face masks, and respirators to prevent injury and fume inhalation.
After completing the walk-through and compiling the information on the conditions and processes in the shop, write up a detailed summary that can be reviewed by others in the shop to determine necessary corrective actions and possible areas for cost savings.
1. Be sure you have the right equipment for your needs. Oxyfuel welding and cutting equipment is available in light-, medium-, and heavy-duty versions. For instance, if you use your equipment every day for working on thick-gauge steel that requires high pressures and flows, it should be heavy duty.
2. Check for leaks before you start. A good habit is to leak-check every fitting and connection before using the equipment. The National Fire Protection Association (NFPA) requires visual and bubble-leak tests be performed on oxyfuel cutting and welding torch setups before every use.
3. Pay attention to hose material and condition. The red and green oxyfuel hose that connects the regulators to the torch is often the most overlooked component in a welding or cutting application. Since different hose material is required for different fuel gases, make sure you are using the correct grade of twin hose for the fuel gas in use. If you find evidence of cracking, thinning, or wear on the hose, replace it with a new one.
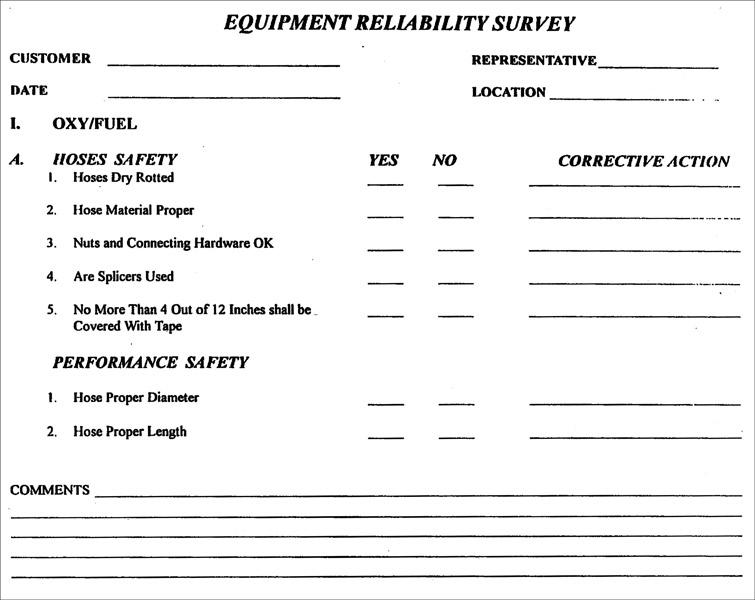
Figure 1
A comprehensive audit sheet focused on safety and reliability
includes recommendations for corrective action.
4. Use proper hose length and repair techniques. Even though hose repairs are common, splices will result in flow restriction and pressure drop. Never repair hose with tape. Keep hoses as short as possible, as longer hose creates a greater potential for an oxyfuel explosion if a piece of hot slag drops and burns through the hose. Long hoses also create pressure drop at the torch.
Twin hose is available in several different inside diameters. If you have to use long hose or perform high-flow applications, be sure the hose can handle the required flows without starving the torch. Torch test gauges are available to help you set the tip pressures correctly through this line-loss dynamic.
5. Know what style of torch you need. Two types of cutting torch designs are available: tip-mix and tube-mix. With a tip-mix torch (see Figure 2), oxygen and fuel gas are mixed right at the tip. In a tube-mix torch, oxygen and fuel gas are mixed in a chamber between the handle and the head of the torch and then fed to the cutting tip.
6. Employ the right cutting tip for your fuel gas. Cutting tips are gas-specific. Make sure your tip is rated for the fuel gas you are using. It’s important to follow the equipment manufacturer’s pressure and flow recommendations when using cutting tips. Using the wrong tip or incorrect pressure settings, restricting the flow to the torch, or using a tip rated for thicker material than what is being cut can cause a flashback or burnback condition.
7. Watch your regulator settings. Since most oxyfuel cutting and welding processes do not take a long time, it is acceptable to use a single-stage regulator. The outlet pressure from a single-stage regulator will increase as the source or cylinder pressure decreases over time, known as the decaying-inlet-pressure characteristic. As the cutting process continues, you might need to adjust the delivery pressure set point.
8. Maintain outlet pressure stability. If the cutting process is an ongoing operation, a two-stage regulator (see Figure 3) will keep the outlet pressure stable as the inlet or cylinder pressure decreases.
9. Use flashback arresters. Correctly located flashback arresters in the gas delivery system can protect you from a dangerous burnback or flashback condition in the torch. Use them on the outlets of the oxygen and the fuel gas regulators while cutting, welding, or heating with an oxyfuel torch. Flashback arresters come in cylinder, torch, and line versions, depending on where they need to be located, and most incorporate a check valve in the design.
10. Keep cylinders secure and clean. Fasten gas cylinders securely to a wall, stand, or cart to prevent them from being knocked over. Fasteners must be made of a nonflammable material. Cylinder valves and the regulator inlet nipple and nut should always be shiny and clean inside and out-, which is particularly important in oxygen service. Oil, grease, and petroleum products in the presence of pure oxygen are flammable and can be explosive.
11. Use caution when opening valves. Turn on oxygen cylinder valves slowly to prevent damaging the regulator from adiabatic compression (heat of recompression ignition). Once the inlet gauge reading stops rising, open the oxygen cylinder valve all the way. Try to open fuel gas cylinders only three-quarters of a turn—1.5 turns at most—so you can shut off the fuel gas source quickly in case of an emergency.
12. Never store oxygen cylinders with flammable-gas cylinders. NFPA recommends storing all oxidizers and oxygen cylinders at least 25 ft. from flammable or combustible items or conditions, or separating them with an eight-hour-rated firewall for safe storage. Also be sure to isolate them to prevent tampering by unauthorized personnel.

Figure 2
A tip-mix-style cutting torch offers safe operation.

To ensure uninterrupted gas supply, a liquid switchover automatically switches the cylinder.
Any discussion of welding or cutting gases should cover delivery of the consumable as well.
When setting up a welding or cutting workstation, most shops start out with oxyfuel cylinders on a cart. It takes 20 to 30 minutes to change out an empty gas cylinder with a full one. When this action is multiplied by the number of workstations in a shop, it adds up to a considerable loss in productivity.
Another unseen cost with this setup is cylinder rental: high-pressure cylinders are $0.25 to $0.40 per day, and liquid cylinders are $1.50 to $3.00 per day.
Piping System. You can improve your efficiency and reduce costs by installing a piping system that connects to a cylinder manifold, switchover system, or bulk tank. The key is to size the piping and gas delivery system for the total combined pressure and flow required at all the use points. This will prevent starving any of the downstream use points.
Be sure to consider future expansion possibilities before choosing your pipe size. Since the difference in cost of materials is minimal, it’s good to err on the side of caution and use a larger pipe or tube.
The two types of piping systems are dead-end and looped. With a dead-end system, the piping starts at the cylinder manifold and ends at the last drop or use point. With a looped system, the gas can travel two ways to the last use point. By using the correct pipe size and by looping the gas piping system, you can ensure that none of the use points will be starved if there is a large flow demand at one location.
Mode Change. Sometimes a mode change is the next step in efficiency. Since the gas product is at a premium in high-pressure cylinders, the best way to lower your costs would be to use a vertical gas liquid (VGL) or liquid cylinder. One liquid cylinder’s volume is equal to about 15 to 20 high-pressure cylinders, and it costs much less to fill one liquid cylinder than 20 high-pressure cylinders.
Liquid cylinders have a gas-use port, liquid-use port, and vent-connection port at the top. A pressure-building circuit generates additional pressure and flow to the application, and an economizer circuit prevents gas generation when demand is low. Safety relief valves set at 230 or 350 PSI are installed on the liquid cylinder to ensure internal pressures will never reach the point at which the cylinder could rupture or explode.
With standard liquid oxygen cylinders, the pressure-building capacity is around 300 standard cubic feet per hour (SCFH), with peak flow of 350 SCFH for short periods. If the application demands more flow than one cylinder can provide, additional liquid cylinders can be added to supply the application, and a liquid switchover can be added to ensure uninterrupted gas supply.
For applications requiring even more flow than is practical from a liquid cylinder, microbulk or bulk tanks are available.

Figure 3
A high-flow, two-stage oxyfuel regulator keeps outlet
pressure stable.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





