















Contributing Writer
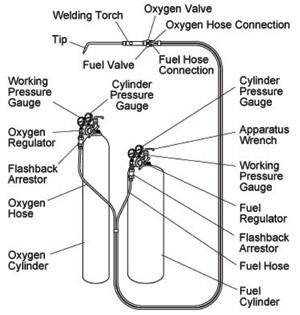 |
| Typical Oxyfuel Welding Setup Three distinct oxyfuel flames are used for welding, brazing, and cutting. The nature of these flames depends on the proportions of oxygen and fuel in the mixture. The flames are produced by the combustion of the oxygen and fuel gases and are called carburizing, neutral, and oxidizing flames. Fuel burning without oxygen resembles a common flame as seen in a blazing fire. This type of flame is not suitable for welding or cutting. |
When you light a candle, the wick catches fire and the wax beneath melts and forms a pool of liquid that saturates the wick and feeds the flame. The burning, or combustion, of the wax and wick is progressive and practically constant.
Similarly, when you light a gas jet, the rate of combustion is constant. The gas burns as it escapes from the jet, and the flame remains the same size. Gas consumption is determined as a number of cubic feet per hour (CFH).
If you apply a match to the opening of a bottle containing air partially filled with natural gas, a sudden and violent explosion occurs (don't try this at home). This almost instant explosion results from the gas and air mixture burning very fast.
The rate at which a combustible gas burns is constant for a given set of conditions. This rate varies depending on the gas and conditions. Combustible gases premixed with air or pure oxygen burn much more quickly than unmixed gases. Thus, a bottle partially filled with natural gas will explode when ignited. The same bottle, filled entirely with the gas, will burn only as fast as the air can reach the mouth of the bottle.
Mixtures of combustible gases with air or oxygen always are dangerous, except when they are formed and contained in an apparatus designed to handle them, such as an oxyfuel torch.
The oxyacetylene flame is the hottest flame known to man. Therefore, acetylene is the gas that is used most for welding. Only acetylene and methyl acetylene-propadiene mixture (MAPP® gas) can be used to weld.
It takes seven hours to fill a cylinder of acetylene, no matter the size of the cylinder. The acetylene gas is suspended in the cylinder by a porous packing material. The porous mass is saturated by acetone, which stabilizes the free acetylene gas. To minimize the withdrawal of acetone, the withdrawal should be at a rate not to exceed one-tenth the capacity of the cylinder during intermittent use. On a continuous basis, the withdrawal rate should be no more than one-fifteenth the cylinder's capacity.
After certain limits, mixtures of combustible gases with air or oxygen will not cause an explosion. A small quantity of air mixed with a large quantity of gas, or a small quantity of gas mixed with a large quantity of air, is not explosive. They will burn when heated with a torch, but the flame will die out as soon as the torch is removed. These limiting mixtures are known as the upper and lower limits of explosiveness.
You should regard all fuel gas and air or oxygen mixtures as potentially dangerous. Every year hundreds of people are injured and their property damaged by explosions that result when gas leaks from heating and cooking equipment. If you suspect a gas leak, never look for it with an open flame. Combustible gases such as acetylene, propane, and natural gas with air form explosive mixtures over a range of percentages. As little as 3 percent of acetylene mixed with air is considered explosive; with propane it's 2 percent, and with natural gas, the value is 5 percent.
You can smell acetylene even in small percentages. As soon as you smell it, extinguish all open flames and search for the leak. The source may be a loose connection, a valve packing nut, damaged apparatus, or a faulty hose.
You can't smell a natural gas or propane leak, so odorants usually are added to these gases to warn of leaks. Follow the same procedures when checking for these leaks as you would with acetylene.
Correct handling of oxyfuel apparatus and gases is the mark of a craftsman, so be aware of safe practices. The principle of the Davy safety lamp demonstrates that two factors control mixtures of combustible gases: flame speed and ignition temperature.
The Davy safety lamp was invented to eliminate the danger of gas or dust explosions in coal mines. Here's how: The open flame in a miner's lantern could be made safe by surrounding it with a fine-mesh metal gauze. The mine gas and air entering the lamp through the gauze burns without explosive effect. The flame is incandescent gas in the state of combustion. If the flame is cooled below its ignition temperature, further burning ceases. The metal gauze cools the flame and prevents propagation to the flammable gases outside.
The Davy principle also applies in oxyfuel torches. The small holes in the torch mixer act much like the metal gauze by cooling the combustible gases. If the oxyfuel mixture wants to flow back into the tip and mixer, this reverse flow is checked by the rapid flow of the gases through the small mixer holes and the cooling effect of the tip and mixer. Under normal working conditions, the mixer and tip remain cool, and the flame won't reverse back up the tip when you hold it too close to the workpiece. If the tip becomes hot and the flow of gases is checked momentarily, it's possible for the flame to travel up the tip and pass back into the mixer, causing a flashback.
When designing oxyfuel apparatus, manufacturers consider proper size for the separate gas passages in both the mixer and tip. To prevent backfiring, these passages are drilled to provide a speed of gas flow that's faster than the speed with which the mixed gases burn. Be sure to use mixer and tip sizes recommended by the equipment manufacturer.
The terms backfires and flashbacks are loosely interchangeable but have well-defined differences. A backfire is a petty annoyance caused by faulty operation, while a flashback is serious and should be investigated to determine the cause.
In a backfire, the flame momentarily regresses into the torch tip and then immediately reappears or goes out completely. It may be caused by the torch touching the workpiece, particles obstructing the gas flow, or the tip overheating. The trouble usually clears itself, and if the work is hot enough, the torch will relight. If this doesn't happen, close the oxygen valve and then the fuel valve. Then relight after purging the lines.
With a flashback, the flame recesses into the back of the torch's mixing chamber. This is much more serious than a backfire because it may burn the torch and regulators, burst the hose, and cause injury. In case of a flashback, put out the fire by closing the oxygen valve first and then the fuel valve. Wait a few moments to be sure that the fire has a chance to burn out.
Flashbacks may be caused by failure to purge hose lines before lighting the torch, improper pressure, distorted or loose tip or mixer seat, kinked hose, clogged tip or torch orifices, or an overheated tip or torch.
A flashback indicates that something is seriously wrong with your equipment or how you're using it. Before you attempt to relight your torch, check for trouble. First check your pressure and determine if it's near recommended pressure. Then remove hoses from the torch and inspect them for damage.
The burning inside the copper tip will cause a backfire when the tip is heated to a certain temperature. Most technicians state that the tip got too hot from being too close to the workpiece, which in most cases is not true.
The technician can tell if the flow of acetylene is correct by lighting the acetylene and creating a flame. If black carbon soot emits from the flame, the flow is not adequate. If the flame pulls away from the torch tip, there is too much flow.
If the flame has burned back into the hose, repair the hose using only ferrules and clamps designed for hose repair. Don't use copper tube and wire to repair hose. If the hose is old, replace it with RMA-CGA grade T hose.
If you know and apply safe practices, the danger of flashbacks is small. Under normal conditions, the flame can't enter the torch or hose. The velocity of the escaping gas is greater than the speed of the flame traveling in an explosive mixture. The exiting gas pushes the flame ahead of it and keeps it at the tip, where it belongs.
Experiments have shown how quickly a flame can spread in an explosive mixture. This rate is called the speed of propagation and can be high depending on conditions such as premixing ratio, temperature, and gas type.
An explosive mixture of fuel gas and oxygen can be burned at the tip if the speed of the gas is greater than the rate of flame propagation. Under this condition, the flame can't enter the tip and follow back into the torch and hose. The gases exiting are faster than the flame can travel against them. Flashbacks and backfires can occur only when something checks the flow of gas or the mixer and tip are overheated.
While check valves and flashback arresters safeguard against flashbacks and backfires, reverse-flow check valves help prevent backflow of unwanted gases into the hoses attached to the torch. While check valves prevent the backflow, you shouldn't rely on them as a substitute for individual purging of hoses before lighting the torch.
Additionally, check valves aren't fire stops. Check valves employ light springs that are subject to failure, so test them regularly to be sure that they function reliably.
For maximum safety, it's best to use flashback arresters. You should know, however, that while flashback arresters help prevent backfires and flashbacks, no device replaces the necessity for safe operating practices and properly maintained oxyfuel torch equipment.
Want more information? If you want to learn about best safety practices for using heating heads, read |
John Uccellini is manager of technical services for CONCOA, 1501 Harpers Road, Virginia Beach, VA 23454, 800-225-0473, fax 757-422-3125, e-mail@concoa.com, www.concoa.com.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





