
















Contributing Writer
Plasma gouging may not be as well-known as plasma cutting but it's one method that can be used for many applications.
Plasma arc gouging may not be as well-known or widely used as plasma arc cutting, but the two processes share many characteristics: ease of use, cut speed and quality, cost of operation, and versatility.
Let's compare the plasma gouging and cutting processes and take a look at competitive gouging technologies. We'll review the basics of equipment used in plasma arc gouging, as well as developments in gouging technology for manual plasma arc systems and applications suitable for plasma arc gouging.
Plasma arc gouging is one of four common gouging methods. The others are mechanical, oxyfuel, and air carbon arc gouging.
Mechanical Gouging. Mechanical gouging methods—grinding, hand milling, routing, and chipping—are widely used. These methods are suitable for metalworking shops, but typically they are slow and often loud.
Oxyfuel Gouging. Oxyfuel gouging is a common thermal or chemical method and a variation of oxyfuel welding and cutting. Steel is heated to its ignition temperature with fuel gas and then rapidly combusted and removed from the surface by a jet of oxygen gas.
Oxyfuel gouging offers low noise levels, portability, and higher speed when compared to mechanical methods. It can lack precise control over gouge quality and slower speed when compared to carbon arc gouging. Also, because the process relies on combustion, its use is limited to carbon steels.
Air Carbon Arc Gouging. In the air carbon arc process, an electric arc is generated between the tip of a carbon electrode and the metal workpiece. A jet of air is directed around the tip to remove molten metal from the area, forming a groove.
Air carbon arc gouging can be used on mild steel, cast iron, nickel alloys, copper, and aluminum. It's a process that can be easy to learn and has a high metal removal rate. It also can be a noisy process that produces excessive smoke and fumes. Gouge quality can be hard to control, and carbon deposits, or inclusions, may be added to the base metal.
Plasma Arc Gouging. With practice, an operator can achieve a smooth, clean, consistent groove with a plasma gouging arc. This process is relatively quiet and smoke-free. It can be used on mild steel, stainless steel, aluminum, and almost any ferrous or nonferrous alloy. Different gases can help optimize gouge quality and surface conditions.
Plasma gouging also has its disadvantages. They include the initial expense of a plasma cutting system, the lower metal removal rate compared to air carbon arc gouging, and the practice and skill required to master the technique.
Figure 1: A plasma arc cutting torch has four components: an electrode, a swirl ring, a nozzle, and a shield. The nozzle is 0.060 in., for 100-amp cutting
To understand plasma arc gouging better, it's helpful to understand plasma arc cutting (PAC). PAC is a thermal cutting process that uses a constricted jet of high-temperature plasma gas to melt and separate metal. The plasma arc is formed between a negatively charged electrode inside the torch and a positively charged workpiece. Heat from the transferred arc rapidly melts the metal, and the high-velocity gas jet expels the molten material from the cut.
A plasma arc cutting torch has four components:
The goal of PAC is to produce a narrow kerf, straight cut edges, and minimal dross. The torch parts are designed to constrict the arc into a narrow, stable column with sufficient heat energy and momentum to penetrate the workpiece and expel molten metal from the bottom of the kerf. Figure 1 illustrates the highly constricted arc with a nozzle size of 0.060 inch for 100-amp cutting.
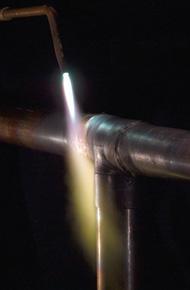
Plasma arc gouging is a variation of PAC in which material from the surface of a plate, casting, welded assembly, or other metal workpiece is melted and removed to form a gouge or groove. The plasma gouging arc is less constricted than the cutting arc. The goal of plasma arc gouging is to maximize the volume of metal removal. For this reason the torch parts used in gouging are designed to produce a wider and softer arc. Figure 2 shows a plasma torch with gouging parts.
Plasma arc gouging equipment is similar to plasma arc cutting equipment; it includes a power source, a gas supply, torch leads, a torch, and consumables. Special gouging consumables and accessories are available.
Power Supplies. Plasma gouging and cutting power supplies are direct-current electrode-negative (DCEN) systems with high open-circuit voltage. In the last 20 years, PAC power supplies have evolved from large console units based on rectifier technology, to units incorporating inverter and switching transistor, or chopper, technologies, to inverters and boost inverters that are reliable and small in size and weight. The latest power supplies use microprocessor-controlled devices that enable them to use multiple input voltages, tolerate variations in line voltage, consume less power, and produce high-quality cuts and gouges.
Gases. A variety of plasma and shielding gases can be used for plasma gouging, including air, nitrogen, oxygen, argon/hydrogen, and other mixed gases, provided that the system is designed for their safe use. It's important to check the system's operator manual before using specialty gases.
Argon/hydrogen plasma gas can produce a clean, bright, smooth gouge on aluminum and stainless. Nitrogen plasma extends parts life and produces acceptable quality on mild steel and stainless. Air plasma provides the lowest cost of operation and acceptable quality on mild steel, stainless, and aluminum.
Torches. Today's manual air plasma torches can provide good cooling, high cutting capacity, long consumables life, and consistent cut quality. These features allow thicker material to be cut at fast speeds and improve gouging performance.
Consumables and Accessories. Many PAC systems sold today can be used for gouging with little modification or additional expense. Gouging parts often are included in a start-up kit sold with the machine or available through the distributor. Special cut charts or instructions in the operator's manual explain safety, parts, and operating parameters for gouging. Most manufacturers supply accessories specifically designed for gouging, such as metal heat shields to surround and protect the operator's hands and leather lead protectors (see Figure 3).
Figure 2: A plasma torch with gouging parts has a larger nozzle, 0.098 in. for 100-amp gouging
Operators use a variety of techniques to achieve different gouge profiles and sizes. Generally, the torch is inclined to a 40- to 60-degree angle to the workpiece as the pilot arc is formed and the arc transfers to the plate. The operator then feeds the arc into the gouge, moving the torch along the plate in a forward motion. Steeper angles and slower speeds cause the arc to penetrate more deeply into the workpiece. Smaller angles and faster speeds remove less material and produce a shallower gouge. Figure 4 shows some of the gouge profiles that are possible.
Three different techniques are illustrated in Figure 5:
A single-pass straight gouge produces a relatively narrow, parabolic groove. For gouging wider and deeper sections, weaving or side gouging may be used.
Plasma gouging was developed as a tool for weld removal and weld preparation. Backgouging was used to remove metal from the reverse side of arc-welded joints to eliminate defects and improve strength. Weld defects such as cracks, porosity, and lack of fusion could be gouged out using a plasma torch and then repaired with a new, sound weld.
Today plasma arc gouging has wider industrial applications, from shipbuilding and maintenance, to heavy equipment manufacturing and repair, to manufacturing of truck bodies, tanks, and steel structures. Plasma gouging removes strong backs, lifting lugs, temporary brackets, tack welds, and rivets. It's also suitable for demolition or salvage operations to disassemble welded structures. In foundries it removes excess material from castings. Anywhere surplus metal, excess weld, or defects need to be removed, plasma gouging can be used.
Don Morong is a technical marketing specialist at Hypertherm Inc., Etna Road, P.O. Box 5010, Hanover, NH 03755, 603-643-3441, fax 603-643-5352, don.morong@hypertherm.com, www.hypertherm.com. David Cook is the technical service director for Centricut LLC, a subsidiary of Hypertherm Inc., and can be reached at djcook@centricut.com.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}