















Contributing Writer
 |
Modular, off-the-shelf finger tooling components have been devised for designing finger tooling that will work effectively with your transfer press dies. After you determine all of your die and transfer parameters and specs, the job becomes one of configuring the tooling more than designing it.
Today's adjustable, articulated finger tooling comprises a modular system of standard-length tubes (arms) and adjustable joints. Three-axis rotational and linear adjustments can be made to the fingers, which allows the shovel or gripper to be aligned with the various angles encountered along the edges of a contoured stamped part.
Some designs have a flexible joint with a swivel assembly that allows one axis to be adjusted at a time without losing orientation of the other axes. Also, original settings can be recovered quickly.
Before you spend time setting up and trying out tooling in your press, you need to complete several steps within your CAD environment. The goal is to minimize trial-and-error adjustments and to avoid having to reconfigure finger tools or modify die components to make part transfer possible.
These steps apply to three-axis transfer press operations. The most challenging part of the design is the interface between the transfer tooling fingers and transfer dies.
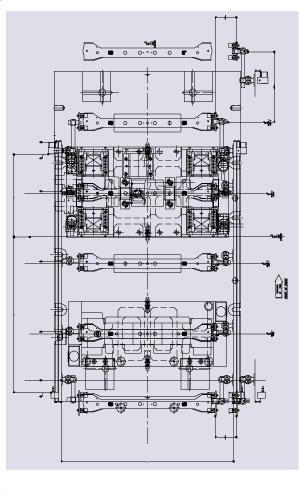 |
| Figure 1: A composite layout (plan view) shows the press bolster, dies, parts, transfer rails, and finger tooling. |
Start by pulling together the layouts for the press, dies, and transfer unit (including the transfer rails) within your CAD system (see Figure 1). Verify the maximum lift stroke height (Z axis), clamp stroke (Y axis), and transfer stroke (pitch, X axis) to define the operation zone, or working envelope, for the transfer.
Next, determine the part pickup position for the transfer rails (clamp stroke) based on your die layout. You also can calculate or confirm the transfer pitch.
After you've defined the part pickup position for each die station relative to the tooling rail clamp position, you can calculate the overall length of the assembled finger tool for each die station. Now consider the configuration of the tooling components required to position the end-of-finger shovel or gripper (end effector) at the part pickup position relative to the tooling rail base or quick-change receiver on the tooling rail.
You also need to consider minimizing the clamp stroke of the tooling rail to optimize the overall transfer cycle time.
Once you know the part weight, overall length, and configuration of the finger tool assembly, you can calculate the appropriate component size to ensure the finger tool is within the suggested load and deflection design parameters.
Finger tool size considerations include the diameter of the tooling arms, the size of the adjustable joints (swivel assembly), and the design of the receivers and adapters, assuming that you're not using dedicated rails with bolt-on tooling.
When designing or setting up individual finger tools, use these common 0 datums for dimensioning to help ensure accuracy:
For part contact, dimension to:
Ideally, the passline should be the same all the way through the transfer die set, which ensures that the part pickup height for the tooling fingers will be the same as the drop-off height. Unfortunately, this often is not the case, because the forming process is all about changing the shape of sheet metal.
If the pickup height is higher than the drop-off height, the tooling fingers will release parts before they are set down in the die. Verify that the location pin and side holder height will secure the part in the die.
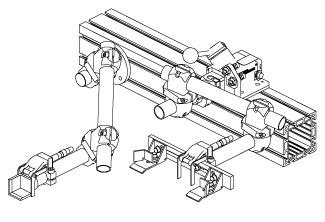 |
| Figure 2: Shovels that support the blank and part during transfer are available in standard and custom-made models. Here two shovels are used on one finger tool (at right), and swivel assemblies (knuckles)are used to achieve the required position. |
If the pickup height is lower than the drop-off height, the tooling fingers will overtravel after they have set the parts in the die. If this is the case, check the clearance between the die and the finger tool for overtravel clearances. The use of shovels is the only option.
In a three-axis transfer application, the end-of-finger tooling that holds the part during the transfer is most commonly either a shovel or a gripper, depending on the situation.
Shovels that closely fit the part shape by snugly encapsulating part surfaces are recommended (see Figure 2). In some cases, an additional piece is welded over the top of the shovel to trap the part and keep it from bouncing up.
Pneumatically actuated grippers (see Figure 3) are required if the blank or partially formed part sags under its own weight, causing it to slip off of shovels; if very little material is available for capture by a shovel; or if the part's shape gives it an unbalanced weight.
Other options for end-of-finger tooling are magnet pads and vacuum cups.
When part control is lost, part-presence sensors prevent damage to the dies, transfer tooling rails, and automation by providing a signal that shuts down the press. Sensors must be adapted to the transfer's control.
Place sensors properly to detect either the part edge or surface. Every sensor has a limited range and may not be effective if the part bounces.
The edge sensor assembly is a bracket mounted to the tooling arm and shovel. It operates with a flipper gauge that straddles the shovel and is attached to the bracket with a roll pin.
When the part comes into the shovel, it pushes the flipper back. The other end of the flipper rotates up and activates the sensor. Part bouncing will not affect the sensing range because the flipper is fixed on the roll pin. When the gauge is pushed back, it activates the sensor. The gauge always rotates up into the same position.
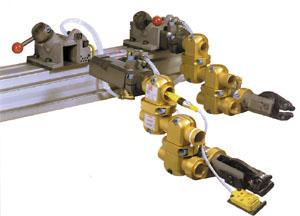 |
| Figure 3: This finger tooling is equipped with pneumatically actuated grippers (far right). Quick-change receivers and adapters are on the transfer rail. |
At this point you can specify the correct combination of arms and knuckles to position the shovel or gripper where it needs to be for part pickup. Arms come in incremental lengths that make it easy to "Tinkertoy®" the components.
Be sure to consider the proper combination of components to allow for easy final adjustment of the finger tooling in all three axes.
While tooling fingers are designed based on the part pickup position, you also need to check them at the drop-off position. Examine any interference or passline problems that are revealed during simulation, and make the appropriate adjustments.
An interference curve is the motion path of the finger tooling in relation to the die members at any point in time during the press stroke (see Figure 4). Ideally, you should use a template of the finger and rail travel during die design to ensure that the transfer does not collide with the dies.
Because the ram of a transfer press is in continuous motion during part transfer, you need to avoid a number of potential interference points between the press and the transfer tooling:
You can check the interference between the lower dies and finger tooling by simulating the clamp stroke, transfer, and unclamp stroke. Also check the interference between the upper dies and the finger tooling during the lift and transfer strokes.
 |
| Figure 4: This cutaway drawing of a die, with a side view of the finger tooling (at right), shows three positions of the finger tooling during the press stroke and transfer cycles. This view indicates the point during the descent of the ram (upper die) at which the finger tooling needs to be fully retracted while in the lifted position for the return stroke. |
Before finalizing the finger tooling configurations, recheck the clearances that occur during all six motions of the three axes: clamp, lift, transfer, lower, unclamp, and return. Review any press stroke timing issues that affect clearances, simulating press strokes and transfer motion if possible.
Part control issues inevitably will arise once you cycle the parts, requiring that you tweak your setup. Swivel assemblies that let you adjust one axis at a time will simplify minor adjustments to the finger tooling angles and positions after your assembled tooling is in the press.
As your experience and knowledge grow, it will be easier to make fast, accurate judgments regarding the effect of certain die and transfer parameters on the resulting finger tooling design.
Tom Zhiqiang Zhang is production designer with Atlas Technologies Inc., 201 S. Alloy Drive, Fenton, MI 48430, phone 810-629-6663, fax 810-629-8145, e-mail zhangt@atlastechnologies.com, Web site www.atlastechnologies.com. Atlas Technologies Inc. designs and builds die change systems and part handling automation. To obtain formulas for estimating finger load and determining tooling length and size, contact the author via e-mail. For load capacity and deflection charts, visit www.atlastechnologies.com/tooling/howtochoose.asp.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





