















Advances in automation broaden punching capabilities
How to automate your punching operation

Increasingly metal fabricators are turning to automated equipment to reduce punching production downtime and costs, streamline manufacturing, minimize material handling, and address a shortage of skilled labor.
In some parts of the world, low unemployment and high wages lead job shops and contract manufacturers to invest in capital equipment rather than in additional labor. Automation can help small subcontractors compete with larger fabricating operations. Automated equipment helps provide quick deliveries, competitive pricing, and add a production shift without investing in more labor.
Automated punch press operations can range from simple load/unload devices to robotic systems to lights-out production cells with full tower and material warehousing systems.
What's New in Punch Press Automation?
More Flexibility. Automation systems now have the versatility to change part programs automatically, giving the user the flexibility to schedule jobs that use different material sizes, thickness, and types. This allows the fabricator to punch small to medium-size batches efficiently.
Feed systems provide material storage/warehousing and are used to deliver material to the load station so that it can be handled by a loader or a robot. The feed system can deliver multiple pallets to a load system, with each pallet having a different material type, size, and thickness, thus providing flexibility for easy job changeover. The ability for job changeover makes these systems suitable for small-, medium-, and high-volume runs.
Smaller Footprint. Previous load/ unload material handling systems were flow-through systems with a loader on one side of the machine and an unloader on the opposite side.
The latest material handling systems have single-sided loading and unloading capabilities that require approximately 25 percent less floor space than flow-through systems, and without increasing cycle times (see Figure 1).
A punch press with a single-sided load/unload system can be combined with a material warehousing unit within the same footprint required for the punch press and a load/unload system (approximately 30 ft. by 20 ft.).
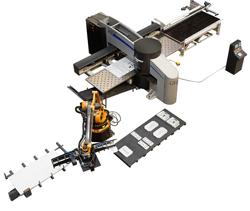
Expanded Role for Robotics. Robotics is playing a larger role in punch press automation. A robotic material handling system converts the punch press into a freestanding, lights-out production cell. The machine and robot are integrated to maximize punch press productivity (see Figure 2). The robotic system loads full-size sheets and automatically retrieves and stacks individual punched parts with dimensions up to 60 in. by 120 in. (1,500 mm by 3,000 mm).
Fabricators can use robotic material handling technology to feed a secondary operation such as forming or laser cutting to complete or nearly complete manufacturing processes.
Figure 1 A space-saving automatic load/unload system loads and unloads material from the same side of the punch press. Both the loading of raw material and the unloading of finished nests are handled at the front of the unit, away from the loader head, providing access to the pallets from one side using a forklift.
Reduced Cost. Punching equipment manufacturers have worked to cost-reduce automation technology so that systems are application-appropriate and priced for small job shops as well as large-volume contract manufacturers.
The latest advances in motion control and electronic technology—linear guide bearings and variable-frequency drives, for example—have been applied to automation to reduce costs.
Improved Reliability. Since the introduction of the first loader/unloader in the mid-1970s, new devices have improved the reliability of automated punch press systems significantly.
For example, a double-sheet detection device was developed to sense when the load device picks up more than one workpiece and to stop the cycle before damage is done to the equipment or workpiece.
In addition, sheet separation technology was developed to effectively separate sheets for automatic loading.
Both of these devices are engineered to improve the reliability of gauging blanks on the punching machine. Technical advancements in sensor technology and electronic control also have improved system reliability.
Improved reliability of automated punching systems has facilitated lights-out operation.
When Should I Consider Automation?
Deciding whether to add automation depends largely on the application. In the past, automation was relegated to high-volume production of like or similar parts, using a common material type, thickness, and size. While this remains the most obvious application, the automation advances mentioned previously make the technology feasible and effective for small to medium-size batch quantities and varying material types, thicknesses, and sizes.
Although no standard formula exists to cost-justify automation because requirements vary depending on the individual application, a few rules of thumb can be followed.
When Is Automation Suitable?
- Standard Product. A standard product in large volumes with a common material type, thickness, and size remains the most obvious application. A consistent range of material types, sizes, and thicknesses means that part changeover is minimal, involving only a change in part program and slight changes to punch press tooling.
- Large, Heavy Workpieces. Automated load/unload devices can handle large or heavy workpieces that cannot be managed easily in a manual operation or when a two-operator setup is needed. Today's punch presses feature larger tables than in the past and can accommodate nominal workpiece sizes up to 60 in. by 120 in. (1,500 mm by 3,000 mm).
- Material Utilization Maximization. Because automated systems accept large blank sizes, material can be better utilized to punch large workpieces. For example, a fabricator punching a 4-ft.-square blank could use an automated load/unload system to increase the blank size to 48 in. by 96 in. or 60 in. by 120 in. to nest more parts per blank. This is likely to improve productivity because more parts can be produced per workpiece, and material handling can be reduced.
- Labor Shortage. Freeing up machine operators from dedicated supervision of the equipment helps to address a skilled labor shortage or when labor is at a premium. Automating the material handling process provides an opportunity for operators to add value to other operations or expand their capabilities.
- Continuous, Uninterrupted Production. A material handling system combined with a high-speed punching machine allows a continuous, even work flow and a consistent level of productivity. Generally, load/unload systems complete a load cycle time in less than 25 seconds. While the punch press is punching, material can be replenished automatically for the next production run. Sheet handling time can be reduced as much as 80 percent.
- Lights-out Manufacturing. Automating punch press operations makes lights-out production feasible. Loading devices generally have material stack capacities of up to 10 in. (254 mm) and 10,000 pounds (4,545 kg), enhancing overall machine efficiency by providing high throughput volume without operator intervention. Marrying an automatic warehouse tower or multiple towers to a punch press with a large turret and tool capacity (for example, with up to 48 stations) further increases the autonomy of a system (see Figure 3). In addition, today's automated systems can be equipped with a paging system to alert personnel when the machine has faulted or stopped. Webcam technology allows shops to monitor lights-out operations via the Internet.
- Safety Improvements. Automating punching also improves worker safety.
-
When Is Automation Not Suitable?
- High Frequency of Changeovers. Regular changeovers of material type, size, and thickness without a fully automatic system with material warehousing and tower likely require too much setup time.
- Part Quality Improvement. Although automation does allow more consistent gauging of the punch press, and therefore reduces opportunity for operator error, it does not significantly improve part quality.
What Do I Need to Know to Implement Automation?
Automation generally requires extensive training. Operators new to automation often underestimate the amount of training that is required. Be prepared to reserve the time to learn the system. Implementation often is a trial-and-error process because it varies with the application and because variables such as material mechanics (workpiece size, material type) influence material handling equipment setup.
Figure 2 This punching machine and a robot have been integrated. The robotic system loads full-size sheets and automatically re
For example, operators need to learn where machine work clamps should be positioned for consistent material gauging; how loader vacuum cups should be placed to load material accurately; and how to set the location of the unload clamp to effectively offload workpieces, whether they are shake-a-parts or full blanks.
Set reasonable expectations. The higher the level of automation, the more the user often expects from the system. Automation systems do not offer endless flexibility, however. For instance, a robotic material handling system is limited in the amount of weight the robot can lift and the distance it can reach for picking up blanks or stacking parts.
Allow adequate time for implementation. Anticipate up to a six-month implementation period for initial sales discussions, system configuration, installation, training, and support for a fully automated system (load/unload device with feed system or warehouse, robotic material handling system, and production cell). Automating with a simple load/unload device is a less time-consuming process and takes from one to two months.
Last, keep the level of automation in proportion with the value (and capabilities) of the punch press.
Robotic Material Handling. A manufacturer of commercial and industrial doors replaced a stand-alone punching machine with a 30-ton turret punch press combined with a robotic material handling system. The robotic material handling system feeds blanks to the punch press and removes and stacks individual parts after punching is completed. The company now is able to use standard-sized blanks, nest more parts on each workpiece, and eliminate a shearing operation. The robotic material handling system eliminated the need for an operator, who was then reassigned to a different production task.
Load/Unload, Storage, Retrieval. A manufacturer of beverage-dispensing equipment replaced stand-alone punching and shearing equipment with punching and laser cutting equipment integrated with an automated load/unload system, sheet storage, and retrieval tower. Metal sheets measuring 4 ft. by 10 ft. are carried by crane and placed in the 12-shelf storage tower. A parts transfer system was programmed to select the appropriate sheets from the tower and deliver them for processing. The company estimates that the system is 50 percent more productive than the punching and shearing equipment it replaced.
Load/Unload, Lights-Out. A precision job shop produces 60 percent of its parts for the telecommunications industry. It uses three 20-ton punch presses with single-sided autoload systems to handle run quantities of up to 500 50-in. by 100-in. or 60-in. by 100-in. aluminum and stainless steel workpieces. The company says the autoload systems have improved the productivity of each machine by 40 percent and allow lights-out operation on long production runs. The company has eliminated shearing operations and now uses full-sized sheets for most production runs.

About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





{kind=link}