















Rolling to market - Part I
Cutting lead-times with on-site roll forming

Roll tooling that can perform more work in less space has made portable, on-site roll forming a viable technology.
Editor's Note: This article was adapted in part from Dale Kroskey, "Improving Efficiency of In-Plant Roll Forming and Trends in On-Site Roll Forming," presented at the FABTECH® International & AWS Welding Show, Nov. 11-14, 2007, Chicago, ©2007 by the Fabricators & Manufacturers Association Int'l, Society of Manufacturing Engineers, and the American Welding Society.
Walk onto the shop floor of some roll forming facilities, particularly those serving the metal-building sector, and you might see plenty of work going on after the roll form line, with personnel loading huge parts into specially built wooden crates. Meanwhile the roll former itself sits idle. The result: The production floor can look more like a wood shop than a metal fabrication facility.
For many jobs, the toughest part isn't roll forming the parts themselves—it's getting those parts to the customer. Consider standing-seam panels that are designed to mechanically snap and lock with other panels, a material of choice for metal-building contractors. Some may have ribs, others striations, but all are designed for ease of assembly in mind. However, they certainly weren't designed for easy transportation. Parts are cut to length, then placed on immense wooden frames in such a way that allows the maximum load on a truck. That's a lot of material handling.
True, shops gain more efficiency through better packaging and smarter transportation logistics, but they can take those efficiencies only so far. Trucks can take panels that are only so long (about 53 feet), and they can drive only so fast to get to the site.
But what if a shop eliminated the packing altogether by taking the roll forming to the job site itself?
During the past decade, more companies, both building contractors and metal fabricators, have adopted on-site roll forming technology. By roll forming on the job site, they can run panels longer than any semi could handle, and those long panels, with fewer seams, can ultimately give a roof better fit and tightness. In addition, the final metal building almost always varies from the original specs, so last-minute changes are inevitable. Working on-site allows fabricators to roll-form just the amount the customer needs and account for those last-minute changes.
For instance, say a job requires a roof surface that calls for 16-inch-wide panels. Unfortunately, the total roof width isn't a multiple of 16, so the last bit of roof will require a narrower panel.
Consider that there's a 28-in.-wide patch of roof left; slitting and forming at the job site, the fabricator can fill that space with two 14-in. panels. This is much faster and easier than workers hand-forming the final panels to fit.
Doing More in Less Space
On-site roll forming systems come in single-profile configurations, dedicated to make one profile, and multiple-profile versions. The modular, multiple-profile systems allow fabricators to form different profiles by switching out various tooling cassettes using the same machine frame (see Figures 1 and 2).
Tooling has really made on-site roll forming a viable technology. A portable system must do more in less space and fewer passes. To accomplish this, designers had to rethink how traditional roll forming takes place.

Figure 1: A multiple-profile roll forming system allows fabricators to form different profiles on-site by switching out various tooling cassettes using the same machine frame.
In-factory machines have space for separate stands with long horizontal centers, or space between the tool centerlines; one bend finishes before the next bend starts. A portable system, on the other hand, shrinks those horizontal centers. It doesn't form with drive rolls exclusively, but instead requires compound bending, or bending multiple angles at once: forming a roof panel's major and return leg simultaneously, for instance.
Consider a large-diameter flange bent 90 degrees. Because the forming must happen quickly, over a short distance, some wiping, or rubbing, against a roll connected to the main drive wheel can occur. To solve this, a tool that"floats," or rotates independently from the main drive shaft, can help bend that flange, eliminate the wiping, and allow smooth forming. Stationary fixtures placed in key areas between drive rolls help bend metal between passes as well.
The forming principles for these portable machines are the same as for their in-factory counterparts; they just come in a more compact package.
Consider again the most common application for these portable units, the standing-seam, mechanical-lock panel for metal roofs. An in-factory unit would first bend the small vertical leg downward, then the horizontal portion. On a portable unit, all three of these bends would happen at once using combination tooling, with drive rolls, floating rolls, and stationary fixtures between those rolls forming at the same time.
Coil handling and cutoff also differ. In a factory environment, a coil is put on a mandrel, rolled, and then cut to length with a press or shear. With a portable setup, the fabricator typically transports a 2,000-pound coil to the job site and loads the coil as needed into the portable system. Some compact units integrate a special cutoff die that cuts the metal after the bending rolls; this is common on dedicated-profile machines. For modular systems, most recommend a front shear that cuts before the metal enters the forming rolls, eliminating the need for a cutoff die dedicated to a single part profile. This lowers cost and changeover time between profiles.
When comparing just feet per minute, in-factory systems form faster by using separate drive rolls exclusively. While a shop floor system might form at 150 feet per minute (FPM), an on-site system, bending multiple forms in a compact space, may move at a little more than half that speed. Nevertheless, on-site roll forming eliminates packing and shipping, which can trim days off the production schedule. And since immediate adjustments can be made on-site, contractors aren't held up by last-minute changes.
Pushing Efficiency
Tweaking panel design also can make on-site forming more efficient. For instance, two mating panels (male and female) can be designed with certain identical dimensions, so workers have to change out only a portion of the modular tooling, not the entire tooling setup, when switching between male and female panels.
Tooling advances also have helped reduce changeover times. Consider changing out from a 1.5-in. nail-strip panel to a 1.5-in. snap-seam panel. Tooling can be designed so that one side forms the nail-strip profile and another side forms the snap-seam. To run a different profile, the cassette is rotated 180 degrees (see Figure 3), a changeover that can take less than five minutes.
And in the near future, portable systems will offer controllers, similar to factory-based controls, that will use field-verified dimensions and CAD file data to program not only piece quantities (which standard controls offer today), but also integrate panel notching to eliminate hand-cutting the formed flanges during installation (see Figure 4).
A Place for In-factory and On-site Systems
Within the metal-building sector, residential work has slowed significantly for obvious reasons, but light commercial and commercial real estate has remained robust. Architectural work for the very high-end housing market—which often calls for curved or radius, cosmetically important forms—continues to flourish as well. Opportunity is there, and with today's economy, faster lead-times can make the difference between winning and losing a job.

Figure 2: A hoist changes out roll tooling for use within the same machine frame.
To be sure, on-site equipment has made the metal-building sector more competitive. Instead of subcontracting panel fabrication to a local job shop, building contractors purchase an on-site roll former, order the coil stock, and fabricate panels on-site themselves.
For the fabricator, though, opportunity is there to offer both in-house roll forming as well as on-site services. This makes business sense because of one immutable fact: There will always be a place for in-factory systems, particularly for uniform, high-volume, or large-part work. Standing-seam portable systems work with material 22 gauge or less, depending on the panel being formed. And besides, using heavy-gauge steel would require coil so heavy, it wouldn't make sense for the job site. In-factory roll formers also can form wide-body panels, parts that require large tooling that wouldn't be practical in a portable setup. And for very high-volume work—for example, kitted jobs for high-production prefab buildings—in-factory systems still make the most business sense. A shop with both systems can offer customers more options and, not least, gain a significant edge over the competition.
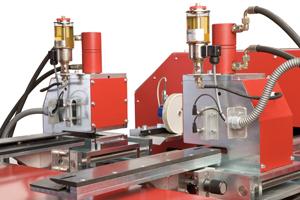
Figure 4: A panel-notching function eliminates hand-cutting the formed flanges during installation.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
