















Roll Tooling Engineer
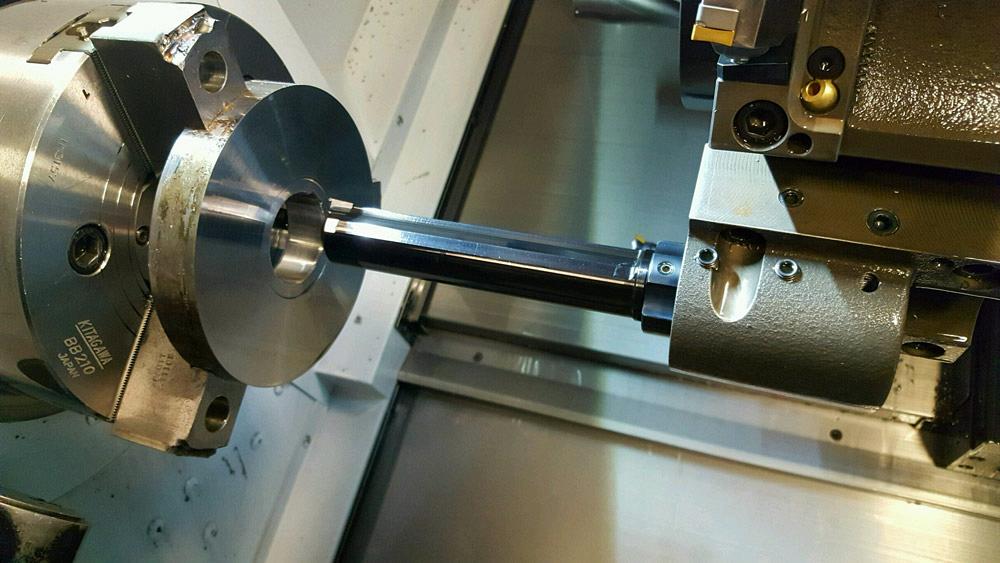
Figure 1
Installed on a CNC lathe with live tooling, a broaching tool cuts a keyway in the roll’s inside diameter.
Many factors influence the cost of roll forming, and all deserve careful consideration when starting a new project. A big cost driver is, of course, the roll tooling. But cutting costs should involve more than determining what it costs to design and machine a roll and then finding ways to cut corners.
Cutting costs also requires looking at many factors, which must be considered throughout any project, from the quoting process through production.
One would think that the first place to look for potential savings would be in the number of passes required to form a section. Although this is obviously a significant place to start, be sure the job is not “underpassed”—that is, there aren’t enough roll stations to roll form a quality workpiece.
In this predicament, you usually can’t simply add an extra pass into an existing set of tools. You instead need to add extra passes and modify adjacent passes to even out the forming process. These are hidden project costs that, difficult as they may seem to anticipate early on, can be avoided by making sure a roll form section is tooled with an adequate number of forming stations.
The reality is that the number of passes, being the most obvious place to start, is not necessarily the best place to start if you need to reduce costs. If you have an extra pass or two in a set of tools that could have been eliminated, consider them as cheap insurance for the duration of the program. Instead, you can look for savings in a number of other places. This is where using your imagination is as important as paying close attention to detail.
“That’s the way we’ve always done it.” How many times has that phrase been uttered in your workplace? Hearing it should set bells ringing and horns blaring. When looking for ways to cut costs, you should pay the most attention to those “it’s the way we’ve always done it” areas.
That, however, brings up another challenge when trying to change a long-standing process. Everybody must be onboard before implementing any new procedure. “Everybody” includes management, engineers, setup personnel, maintenance, and roll form operators.
Getting everyone involved as early as possible is extremely important. Even if setup people do not buy in to the new concept at the beginning, at least they’ll have time to warm up to the idea before the tools are produced. Nobody enjoys being blindsided. Don’t be afraid to try new ideas or implement new procedures; just make sure to involve everyone affected as soon as possible.
The best money-saving ideas usually come from continuous process improvement. One just has to take the time and, more importantly, put forth the effort to look.
Designers must consider how the roll tool design affects the roll form process, including machine setup and operation. If designing a set of rolls capable of forming a family of similar parts, designers should consider the complexity of the setup. Such tooling may require more than just swapping out the rolls; it also may require the operator to make adjustments and perhaps swap out certain tools at certain stations, but not others.

Figure 2
Using a CBN cutting tool in a hard turning application, a CNC lathe with live tooling bores the roll’s inside diameter.
Such complexity can prolong changeover times and introduce problems. So while you may have spent less money on the tooling, you’re now spending more money on the operation. In this case, it may be less expensive to make a set of roll form tooling for each product (that is, each cross section) in the product family.
Of course, you can’t be sure unless you evaluate these and other variables early in the design stage of any new project. Again, the more employees you have involved early on, the more light they can shed as to which road to take.
Tooling designers need to consider the machine on which the tools will run. To that end, they should keep roll diameters toward the low end of the roll form machine’s vertical range.
The vertical range is the distance from the centerline of the bottom shaft to the centerline of the top shaft, measured with the top shaft at both its highest and lowest point in its allowable travel. Make sure that the tool diameters fall into this range for all machines in which they may run, leaving a little extra room so the tools can be recut once they start to show signs of wear.
If you roll form tight-tolerance cross sections such as drawer slides, automotive seat tracks, or sections with very thin material, be sure to take the tooling’s tolerances into account. As a rule of thumb, roll form tooling is produced with a tolerance of ±0.001 in. on most dimensions. A 0.002-in. range in the roll dimension is unacceptable when you have a ±0.002-in. tolerance on certain dimensions of the part cross section.
Unless you are roll forming metal building studs or seamless gutters where a bigger hammer will fix most dimensional discrepancies, holding tighter tolerances on the tooling will provide a greater chance for success. As a rule of thumb, “close enough” is not close enough.
Most roll form machine shafts are manufactured with a tolerance of 0.0005 in. to 0.0010 in. under nominal. Roll form tooling bores are typically made with a tolerance of 0.0005 in. to 0.0010 in. over nominal. Most feel that because of the clearance built into both the roll form machine and the roll tooling, producing tooling to ±0.001 in. is acceptable.
By holding roll tooling to tighter tolerances, especially the roll bores, you can minimize the inaccuracies between the tools and the roll form machine. Of course, tolerances ultimately depend on the type of product being produced.
Roll forming a cross section that is coiled—or ring-shaped—as it comes off the roll forming machine poses a whole different batch of challenges. Setup reduction takes top priority, as it takes much longer to set up a run for a coiled roll formed section versus a straight section. For working with a coiled cross section in a high-product-mix situation, roll tool design can be a big money saver if the tools help shorten setup time or reduce the number of setups required.
When a section is formed into a ring, the material on the inside of the ring is compressed while the material to the outside of the ring is stretched. This changes the cross-section profile dimensions, and the tooling designer must take this into account. How much the cross-section dimension changes depends mainly on the ring diameter being formed and the type and thickness of the material.
Another hidden cost comes from the supply chain. Making a change in roll tooling is a collaborative effort, and if all parties aren’t on the same page, the situation can lead to miscommunication, delays, and mounting costs.
A roll forming operation needs a close working relationship with its toolmakers and designers. If operators, toolmakers, and designers all work together—whether at the same company or in a close supplier relationship—they can react quickly to changes in demand, especially should an engineering change be required while a section is in development. Changes can be implemented in a couple of hours versus a couple of days.
Streamline Toolmaking
Also pay attention to how tooling is manufactured, especially if you have an in-house tooling department. Many times smart investments in milling and turning tools can reduce handling and the number of manufacturing steps.
For instance, the in-house tooling department at Dynamic Metals, an Elkhart, Ind.-based roll former, did not until recently have the capability of cutting keyways or performing the ID grinding of bores. The tooling department outsourced heat treating as well, which meant tools had to be sent to outside resources twice. Bringing heat treating in-house wouldn’t be practical, considering the investment and required space, but how about the ID grinding of bores and broaching of keyways?
With toolroom floor space used to capacity, the only logical solution was to perform these operations in the same CNC lathe used to manufacture the rolls. This made it possible to bring these two operations in-house with just a tooling purchase, not an entirely new milling or turning machine.
The toolroom now uses a Brighetti (www.brighet tibroaching.com) broaching tool to make keyways (see Figure 1). The keyways are cut while each steel blank is in the lathe to be drilled, bored, and faced. This also makes for precise roll tooling, because the keyway is cut perfectly square with the face and parallel with the bore.
As for ID grinding of the bores, toolroom managers decided instead to machine them with cubic boron nitride (CBN) cutting tools, which again could be installed on the same CNC lathe (see Figure 2).
With live tooling, the lathe can multitask. If roll segments need to be bolted together, the bolt holes can be drilled while the piece is in the lathe during the drilling and boring operation. Besides the CNC lathe, the only tools required to produce rolls are a file, a hammer, and a set of metal stamps. So in this case, combining operations in one machine setup made roll tool manufacturing much more efficient, less expensive, more precise, and flexible—without hiring additional personnel or being at the mercy of outside resources.
Note that any toolmaking strategy hinges on product mix and volume. A stand-alone machine shop making roll tooling for multiple customers probably would opt for a dedicated key seater or broaching machine, both of which can quickly produce keyways for a variety of jobs.
Those who do not attempt to cut costs will be left behind in today’s ever-changing manufacturing industry. As in any manufacturing process, imagination and questioning the status quo go a long way in controlling costs, streamlining operations, and, ideally, making lives easier for the people who manage and run roll forming equipment.
It cannot be stressed enough: The main objective of any tool engineer or machinist is to provide the best possible roll tooling for the roll forming operation. That, quite simply, is the ultimate goal. After all, the people in those roll forming operations are the reason roll tool engineers have jobs.
Images courtesy of Dynamic Metals.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





