















A breath of fresh air
Laser cutting technique offers a new alternative
 |
Ten years ago laser cutting offered a distinctive advantage to those who invested in the technology. For the most part, successful laser cutting required gas, optics, and patience.
The decade has brought many changes to laser cutting, including higher power levels and faster drive systems. Laser cutting has grown increasingly reliable and popular. With so many manufacturers using laser technology, how can the average job shop or original equipment manufacturer use laser cutting to gain a competitive edge today?
Taking advantage of laser technology requires a closer look at how laser cutting principles and techniques have changed. One of the more recent changes has been the use of compressed air as a laser cutting assist gas.
Many in manufacturing already have heard of air cutting. The process is not new, but the benefits of cutting parts with compressed air instead of oxygen or nitrogen are making the use of this technique a growing trend.
How Compressed-Air Cutting Works
The standard assist gases, oxygen and nitrogen, create two reactions in laser cutting. Oxygen creates an exothermic reaction, burning the metal in a fashion similar to CNC flame cutting. Nitrogen cutting, on the other hand, uses a sublimation, or melting, technique. The process heats the metal without a chemical reaction, and the high pressure of the nitrogen gas pushes the resulting molten puddle through the kerf.
During air cutting, the reaction produces plasma. This is similar to the way in which a CNC plasma cutting center uses electricity to create plasma. Laser energy is brought to a tight focal position, and the introduction of compressed air creates a plasma ball at the surface of the material.
Plasma transfers heat more effectively than the laser beam does by itself. In fact, increasing the cutting speed often is necessary to prevent overmelting the material edge. Sometimes this edge melting can cause confusion, as operators may think they are cutting too fast when they are actually cutting too slowly.
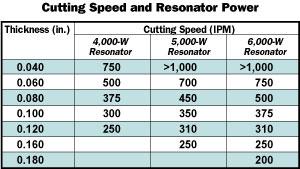 |
| Figure 1 These cutting speeds are based on cutting carbon steel using compressed air for the assist gas at 115 PSI. |
Increase in Productivity Through Speed
Speed and productivity go hand-in-hand, and air cutting allows fast cutting speeds (see Figure 1).
Consider the example of cutting 11-gauge mild steel with 5,000 or 6,000 watts of laser power. If compressed air were not an option, this part likely would be laser-cut using oxygen or nitrogen. The traditional process would be to cut the part using about 35 pounds per square inch (PSI) of oxygen at the nozzle and traveling about 150 to 190 inches per minute (IPM).
The result would be a fine cut because the oxygen assists the cutting in the burning process. However, the process would leave a blue oxide edge—an edge that must be removed because paint will not adhere to it. If the cut edge isn't cleaned thoroughly before painting, the oxide will chip off and leave the part vulnerable to corrosion. In this process, oxygen consumption is minimal and does not factor into the cost of the part.
Nitrogen is the other option. With nitrogen, the laser would cut at about 200 to 220 IPM. Nitrogen doesn't produce oxide on the cut edge and leaves a brilliant finish that paint easily adheres to. However, the process requires more than 200 PSI and about 800 cubic feet per hour (CFH) of nitrogen. Nitrogen's speed and cut quality carry a higher price tag than oxygen's.
The choice creates an economic conundrum for manufacturers. Does it make more sense to pay an employee to clean the oxygen-cut edge, or to pay more to use nitrogen as the assist gas?
Another choice is to use compressed air. Laser cutting with compressed air is faster than with oxygen or nitrogen, at about 300 to 320 IPM, and it costs less because compressed air is less expensive than oxygen or nitrogen. In addition, quality is not an issue because parts cut with compressed air have nearly the same ready-to-paint cut edge as parts cut with oxygen or nitrogen. The resulting edge is clean enough that powder coatings adhere—a secondary cleaning operation isn't necessary.
The Cost of Cutting Thick Material
As assist gases, oxygen and nitrogen work in opposite directions. The thicker the material, the less oxygen is needed to cut it; the thicker the material, the more nitrogen is required.
For example, laser cutting 3/16-inch material with oxygen requires about 10 PSI of pressure through a small-diameter (1-mm) nozzle. In total, the process needs only about 20 CFH of oxygen, which costs relatively little.
With nitrogen, the process requires 240 PSI through a 2.3-mm nozzle—in total, about 1,800 CFH. Multiplying that by the typical cost of nitrogen, about 7 cents per cubic foot, comes to more than $12 per hour in assist gas cost.
What Resonator Size Means to Air Cutting
When operators first used compressed air in laser cutting, resonator size was a major limitation. To get around this obstacle, some used compressed air from high-pressure bottles or air compressors capable of 200 PSI or more. Neither was particularly cost-effective, and as a result, nitrogen and oxygen continued to be the assist gases of choice.
The key to making compressed-air cutting efficient was making it as cost-effective as nitrogen or oxygen. This goal was achieved with 4,000-, 5,000-, and 6,000-W laser resonators.
Since the inception of the 4,000-W resonator, it has been standard practice to cut steel, stainless, and aluminum material up to 1/8 in. thick. Lasers with 6,000-W resonators can cut material up to 3/8 in. It also is safe to assume that with 7,000-W resonators on the horizon, fabricators will use compressed air to cut even thicker materials. In addition, some lower-power resonators with exceptional beam quality are capable of cutting thick materials and turning out quality edges.
Nontraditional Parts
Compressed-air cutting is cost-effective at making nontraditional parts. Because laser cutting machines today are easy to program, shops often use the laser for jobs that used to be manufactured on other equipment.
At one point laser processing may have made the part more expensive to make, but now, using compressed air, many of these jobs can be completed on the laser, bringing the cost back down.
Considerations
Most laser cutting machines with resonator powers of more than 4,000 W can use compressed air, but it is not for every laser or every application. The laser must have the correct cutting data and correct ports to supply the air to the nozzle. Also, the color of the resulting cut edge can cause debate over edge quality.
However, compressed-air cutting creates new options, and it's another tool available to fabricators. As a tool, air cutting is best used to process parts that are less than 3/8 in. thick and have edges that are going to be coated, bent under on a press brake, or not visible.
James Rogowski is the product manager for laser cutting machines and automation and Mickey Lawson is an applications engineer at TRUMPF Inc., 111 Hyde Road, Farmington, CT 06032, 860-255-6000, fax 860-255-6421, info@us.trumpf.com, www.us.trumpf.com.
About the Authors
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
