















Contributing Writer
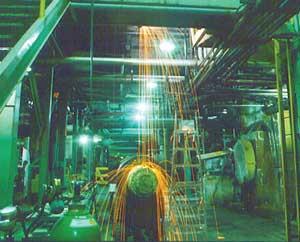
Sparks from welding and cutting torches can easily ignite structural members and insulation, as well as combustible gases and liquids. Photo courtesy of NFPA.
In March fire destroyed the 150,000-square-foot Cargill Meat Solutions plant in Booneville, Ark., and forced residents in the vicinity to evacuate their homes because of an ammonia leak. A week after the Cargill incident, a blaze wiped out a building in Rye Township, Pa. Both fires were caused by the same thing: sparks from welding torches.
Welding and cutting—which account for 1 percent of structure fires and 4 percent of nonhousehold property damage, according to reports by the National Fire Protection Association (NFPA), Quincy, Mass.—are the most hazardous types of hot work, said Amy Spencer, NFPA senior chemical engineer.
Companies that perform welding and cutting take plenty of precautions to prevent torch fires. Welders wear flame-resistant materials. Much of the time welding or cutting is done in areas designated specifically for it. And safety blankets, curtains, and pads are available to protect combustibles. There's no shortage of information and safeguards available for these applications; nevertheless, torches continue to cause fires.
August Manz, safety and health consultant for A.F. Manz Associates, Union, N.J., said two of the main reasons for the regular occurrence of torch fires are lack of education and failure to ensure that workers read and understand the safety procedures for their applications and equipment, starting with the precautionary label.
"That label is a consequence of American National Standard Z49.1 ["Safety in Welding, Cutting, and Allied Processes']", Manz said. "All the OSHA stuff, most of the state stuff, is based on the teachings in that standard. In it they have a precautionary label information section, which talks about the hazards and sources of information. The primary source of information, the label, shows up all over the place, so that you can't be involved in welding and not know what the hazards are."
Terry Byrd, national welding product manager for Airgas Inc., Radnor, Pa., believes many companies do take adequate precautions when welding and cutting in-house, but the same doesn't always hold true for field applications. In those situations, operators don't always have a supervisor trained in safety monitoring the work. They may not know all of the locations they need to check before starting to weld or cut. And sometimes workers just rush through the job.
"They're hurrying around more, and they don't check the workplace as much," Byrd said. "In a shop it's usually trained operators who are using the torch. Out in the field, that's not always the case."
According to Spencer, most hot-work fires occur around lunch breaks and shift changes. In 22 percent of the fires, according to an NFPA report, the item first ignited was structural members and insulation; in 13 percent of the incidents, the item first ignited was combustible gases and liquids.
"I think a lot of times, people don't realize that when they're doing hot work, they might be igniting insulation or something inside and it's a slow smolder," Spencer said.
OSHA's Hazard Communication Standard requires that sellers of consumable materials provide a material safety data sheet (MSDS) to all buyers. It also necessitates that employers train workers on the contents of the precautionary label and the MSDSs, Manz explained. The MSDS for welding materials specifies basic hazards, consequences, and ways welders can protect themselves. Employers can cross-reference the information in the MSDS with the label.

Fire watchers monitor the hot work and check the area for evidence of a fire during and after the operation. NFPA's safety standard 51B outlines situations that require a fire watch. Photo courtesy of NFPA.
"[There's] not a lack of information," Manz said. "The information is there—it's good information. Most of it is available for free. And people don't read it or pay attention to it."
According to Manz, Byrd, and Spencer, companies that weld and cut should take the following steps to increase safety and minimize the risk of torch fires.
1. Emphasize Safety Education and Management Control
Preventing fires is a matter of education, and both large and small manufacturers of welding equipment make quality equipment and include good safety information, Manz said. The information is provided with electrodes, wire reels, power supplies, and flux. ANSI Z49.1 requires labels "on major equipment such as power supplies, wire feeders, and controls used in arc welding, arc cutting, and allied processes."
The standards also emphasize that proper education is a requirement, not a guideline. Section 3 of Z49.1 commands managers to train workers in equipment safety, hazard communication, and designated safe areas. Chapter 4 of NFPA 51B: "Standard for Fire Prevention During Welding, Cutting, and Other Hot Work" requires that all workers involved in hot work understand the risks involved and are aware of fire procedures.
"All of OSHA's stuff came out of those two documents," Manz said. "It's a matter of following the label, reading the instructions, doing what the manufacturer puts in the instruction books and on the MSDS. Employers have those obligations."
Supervisors should have complete control over each job, giving permission to start the work only after making sure that conditions are safe and workers are properly trained. They also need to make sure workers are aware of the correct evacuation route. Certain situations require trained workers to serve as fire watchers, checking the hot-work area for evidence of a fire for at least 30 minutes after the operation concludes. NFPA 51B outlines circumstances that necessitate a fire watch.
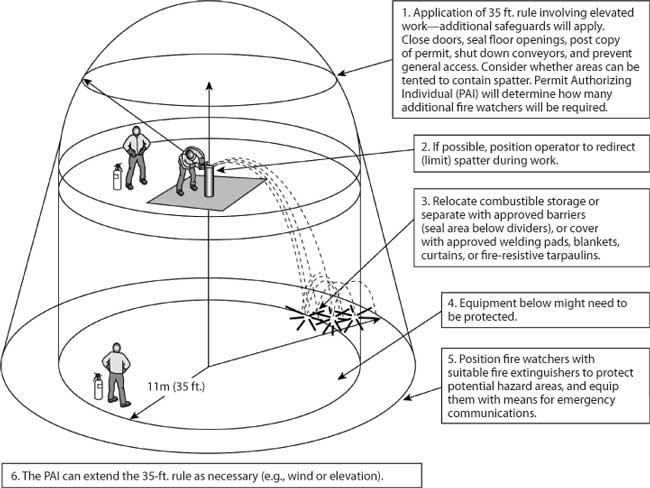
2. Follow the 35-foot Rule
According to the standards, combustibles must remain at least 35 ft. from the hot work. When combustibles inside the 35-ft. radius can't be relocated, workers must cover them with an approved blanket or curtain.
"If you're cutting and [on] concrete, when the sparks hit they roll," Byrd said. "So you want to make sure there's no paper, no oily rags, nothing of that sort around the work area."

Newer torches come with spark arresters that prevent flashbacks inside the torch tip. Photo courtesy of Airgas Inc.
The 2009 edition of NFPA 51B puts the 35-ft. rule into a 3-D perspective—called the sphere of influence—that also accounts for the space above and below the work, such as on stairwells.
3. Know the Site and the Work
To stay safe, hot-work operators need to have more than just a basic understanding of their surroundings and of the project. Several conditions require careful, thorough analysis. How close is the hot work to a wall? What's on the other side of the wall? Is the work near stairwells or ventilation shafts?
If an operator cuts a piece of pipe, he should know exactly what was in the pipe, Byrd said. He should know what type of line the pipe was used for—gas, water, or sewage—and understand the different gases that might be emitted from that pipe.
4. Use and Store Cylinders Correctly
The ANSI standard provides requirements for the correct use and storage of gas cylinders. They must be stored at temperatures cooler than 125 degrees F and remain at least 20 ft. from combustibles, according to Z49.1. Workers should take extra precautions when cylinders are close to welding or cutting work in elevated locations. If an operator is cutting on a ladder, for example, and the cylinders below are too close, falling sparks can damage the tanks and cause an explosion.
In addition, Z49.1 requires stored cylinders be secured in place—a freestanding cylinder is a fire hazard.
"When you pull on your hose, you can tip them over," Byrd said. "If the regulator or valve gets busted, you've got a rocket."
5. Surpass the Standards
Some situations require hot work to be done near walls that have combustibles on the other side or near stairwells. To comply with NFPA 51B, companies must post fire watches wherever the work might cause damage, either from sparks or conduction.

Precautionary labels; equipment safety features; and the OSHA, ANSI, and NFPA standards are intended to protect hot-work operators and keep them aware of conditions during welding and cutting operations.
"You need [a fire watch] on the other side of the wall," Spencer said. "Or if you're working near stairs, you need somebody at the bottom of the stairs as well."
However, many insurance companies have requirements more stringent than 51B, which is a minimum standard, Spencer explained. Because of this, hot-work supervisors might want to implement the more stringent requirements. For example, in applications requiring a fire watch, the standard requires the watch to last at least 30 minutes after the welder or operator finishes the work. Some insurance companies require a 60-minute fire watch after the operation.
An investment in new equipment also can help shops reduce the risk of a torch fire, Byrd said. With previous-generation equipment, a flashback inside the tip of a cutting torch could push the flame back into the hoses and the regulators and eventually into the tank, causing an explosion. Newer torches are available with spark arresters that prevent this. On older torches, a gas such as acetylene could mix with oxygen in the hose and create an explosive, dangerous combination. Check valves on new equipment minimize this hazard. Operators can use the torches with check valves on the torch and on the regulators for double protection.
The 2009 edition of NFPA 51B requires all welding pads, blankets, and curtains to be listed or approved. Before this requirement, welding and cutting companies would use items that might or might not work as advertised, Spencer said. Substandard equipment creates more potential for a fire hazard, so the updated standard now requires a minimum level of performance.
Hot work, by its nature, is fraught with hazards. Sparks fly, electrodes melt, flames cut, and it all happens at several thousand degrees F. The fires in Booneville and Rye Township were just two of several that have occurred this year. These accidents happen frequently—but they don't have to. Companies and their hot-work operators can protect their safety—and their facilities—by keeping combustibles away from welding and cutting operations; using new safety features; staying aware of conditions; and, most importantly, knowing and following the instructions provided on the precautionary labels and in the OSHA, ANSI, and NFPA standards.
"Get involved—learn about your [work]," Manz said. "Just because you can drive a nail, it doesn't mean you're a carpenter. Just because you can strike an arc, it doesn't mean you're a welder. You have to understand what you're doing. Get educated. It's your responsibility to find out the hazards of your [job], and to practice it safely and correctly."

Contributing Writer

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}