















President

Figure 1In this cell, a person watched two systems continuously weld joints. The person's job was to intervene if the torch didn't follow the joint path.
In the 1970s robotic arc welding came onto the scene in a big way. Since its debut, robotic welding has tended to grab the most headlines and is the subject of most research papers. But two other methods—mechanized and automated welding—deserve just as much attention, especially considering these two processes still outrank the number of installed robotic systems by a factor of five.
Additionally, the new generation of automated welding equipment is flexible, programmable, and can adapt to changing conditions. A.O. Smith Water Products Co. found this out at its Johnson City, Tenn., manufacturing facility. Intelligent automated welding has helped this water heater manufacturer dramatically increase productivity and improve quality.
For those not involved in water heater manufacturing, the lessons learned in this application can be transferred to similar products, such as pressure vessels, pipes, and gas and air tanks. As the saying goes, "What is old is new," and this definitely applies to the world of automated welding.
Before venturing into the application, it's important to define the terminology used to describe the welding operation at Johnson City. The American Welding Society describes four specific methods of applying arc welding processes: manual, semiautomatic, machine, and automatic. In this application, the focus is on machine and automated welding, although robotic welding is mentioned briefly in the section on future improvements.
Machine welding still requires an operator's constant observation. Automatic welding is done with no or minimal human intervention in the control of the process.Figure 1 shows a typical machine welding cell where a person constantly observes the welding arc and adjusts the torch position to try to keep it in the joint.
Within the automatic welding category, terms such as hard automation, flexible automation, and robotic welding come into play. Hard automation implies that the torch or part moves through only one path, so there is no opportunity to handle different part shapes, part sizes, or joint types. Flexible automation handles a variety of defined conditions that are within the work envelope of the servo slides. Robotic welding is the most flexible because it has the ability to be fully programmable. For applications such as welding water heaters, flexible and robotic automation is the direction most companies choose to take in search of improved productivity and quality.
Machine welding has been used for years to manufacture commercial and residential water heaters. A.O. Smith's Johnson City plant makes primarily residential gas and electric water heaters, ranging in size from 10 to 120 gallons. This facility brings in cut-to-length steel sheets on one end of the plant and, after a series of rolling, piercing, forming, welding, painting, and assembly operations, produces water heaters ready for shipping. The facility produces more than 2.5 million water heaters per year.
To complete all the arc welding on these tanks, more than 35 machine or automated systems are used. A large number of these are employed on the circumferential (girth) weld, which involves joining the heads and bottoms to the shell. Figure 2A shows a typical circumferential head weld, and Figure 2B shows a corresponding cross section.
Typical production data and procedures associated with welding the heads and bottoms include the following:
Production Parameters

Figure 2aIn the industry, a typical circumferential weld for a water heater is known as welding the head to the shell.
Welding Parameters
The finished weld on the water heaters needed to have acceptable strength, display a smooth surface to facilitate porcelain enamel adherence, and be free of any defects (lack of fusion, lack of penetration, or porosity) that could result in a leak. While leaks associated with welds in service were not excessive, the first-pass yield for welded tanks historically had been only in the 92 percent to 94 percent range, which meant air pressure testing stations at the end of the assembly lines rejected 6 percent to 8 percent of the tanks. The rejected tanks then were either scrapped or sent to repair.
Improper weld wire position in the joint was one of the main causes of leaks. The off-seam condition was something the operator in the traditional machine welding cell scenario worked hard to minimize.
Figure 3 shows the weld pool position with respect to the weld seam, which needs to be kept precisely aligned. However, at speeds of 100 IPM and with a tank being produced every 30 seconds, each operator had to look at more than 5,000 in. of weld seam each shift. A simple 1/64-in.-long defect could result in a rejected water heater, so a very small margin for error existed for operators manning the machine welding cells.
Traditionally, it was up to the operator to watch the arc or two arcs and make adjustments to the weld wire position in the left/right and up/down position by turning knobs or manipulating a joystick driving a rack-and-pinion system.
In a move to reduce the chance of human error in its machine welding cells, the Johnson City facility invested in new welding equipment, a laser vision system for seam tracking, new controls and panel view, and conveyors. More specifically, the laser vision system (see Figure 4) consisted of a high-speed, digital, 3-D laser camera; an industrial controller, high-speed servomotors and slides for cross-seam and vertical torch positioning; vision software; and a teaching pendant to help programmers to get the system up and running quickly.
Before the investment, a study revealed that such a flexible welding automation system would provide a return on investment in 18 months or less, because operator intervention in the welding process and rework were expected to be reduced. The payback was achieved in just over one year.
Figure 5 shows the installed seam tracking system in action.
After five years of operation and a production increase of 250,000 water heaters per year, A.O. Smith's Johnson City facility has witnessed:
In addition, company management has not seen more downtime associated with the automation. Management also reports that the seam tracking systems have a mean time between failure of more than 6,000 hours, a figure the company considers world-class.

Figure 2b This is the cross section of the circumferential weld on the water heater's head to the shell.
The company's experience with intelligent, flexible, sensor-driven automation has opened the door for other potential opportunities. A.O. Smith is considering installing more flexible automated systems to replace some of the remaining machine operations.
The company also is thinking about the possibility of using more robots with integrated sensing to facilitate further improvements in flexibility and cellular manufacturing. Robot tracking allows for more control over the torch angles (torch and work), which can result in further fine-tuning of the weld process. A robot's ability to move to a torch-cleaning station also can automate one more operation that is difficult to do with an automated welding system.
The deployment of multiple sensors may hold great promise. The sensors would offer tracking, automated weld inspection, and arc data monitoring. This sensor fusion would optimize the weld process even more and allow for real-time process monitoring and control, which may reduce the need for pressure testing of all water heaters at the end of the assembly line.
The move from manual welding to some form of machine or automated welding has been going on in all industries—including water heater manufacturing—for years. It's part of a desire to improve productivity and quality.
But other factors are pushing this trend as well. Welders are hard to find in some areas. Manufacturers want to streamline production efforts and eliminate excessive part movement, work-in-process inventory, and rework. Foreign countries with cheaper labor are always an alternative for those looking to cut production costs.
As a result, other companies are likely to follow A.O. Smith's automated steps at its Johnson City manufacturing facility.
Every successful project requires that the right equipment be applied at the right time by the right people. Specific factors, however, made the installation of real-time laser vision seam tracking a success at A.O. Smith's Johnson City manufacturing facility.
The project had a champion from start to finish. The champion is someone who leads the team through the good times and bad. Every project will go through phases when problems occur and some people will want to give up and go back to the "old ways." The champion kept them on course in Johnson City.
The facility had a strong engineering staff to support the selection of the right seam tracking equipment and technology team to provide ongoing enhancements to continuous improvement efforts.
Proper training of key personnel on the team proved key. Training in the areas of setup, programming, and maintenance (preventive and ongoing) allowed the Johnson City team to take ownership of the new equipment right away. And it always helps to have a production team that accepts the new technology.
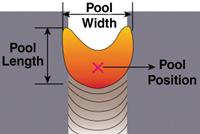
Figure 3 In traditional machine welding cells, operators are charged with making sure the weld pool aligns with the seam.
Jeffrey Noruk is president of Servo Robot USA, P.O. Box 069, Mequon, WI 53092, 262-238-4625, jnoruk@wi.rr.com, www. servorobot.com.
Richard Garner is a welding engineer, A. O. Smith Water Products Co., 1100 E. Fairview Ave., Johnson City, TN 37601, 423-434-1500, www.hotwater.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}