















Emeritus Professor and Founding Director
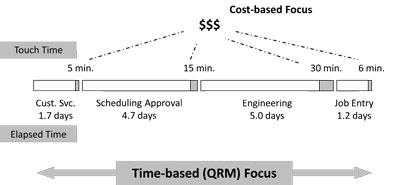
Figure 1: In this real-world example, the cost-based approach focuses on less than an hour of lead-time (the “touch time” shown in gray), while QRM looks at the entire 12.6 days.
Fabricators increasingly face two challenges. On one hand is pressure to reduce costs because of competition from low-wage countries. And on the other hand, customers are reducing order sizes and increasing the variety of parts that they order, even including more custom, nonrepeating parts. So how do you deal with low-volume, high-variety production while at the same time reduce your costs?
For decades manufacturers have pushed to reduce labor costs. If you can reduce labor content, you can compete with any low-cost country—at least that has been the prevailing assumption. But the reality of U.S. manufacturing doesn’t support this notion. When you analyze overall product costs, labor isn’t a major player. In some sectors, in fact, labor makes up only about 7 percent of the final product cost. Instead, the element that really dominates U.S. manufacturing costs isn’t labor, it’s time.
How can this be? Hasn’t automated machinery sped part fabrication to unprecedented levels? Certainly, but only if you look strictly inside the machine’s work envelope. Outside the work envelope, parts sit for days or even weeks in the queue. An improvement methodology called quick-response manufacturing (QRM), calls this “white space time,” and companies implementing QRM aim to reduce it. Using QRM, high-mix, low-volume manufacturers have reduced lead-times by more than 80 percent, and at the same time have realized cost reductions of 15 to 25 percent, outweighing the labor cost advantage of low-wage countries.
Fabricators gain these benefits not by focusing exclusively on processing time, but also on that white space time between operations. This applies not only to jobs queued up between machines, but also to work flow in the front office—those quotes, engineering drawings, purchase orders, and job packets buried within piled-high inboxes.
Manufacturers historically have focused improvement efforts on the shop floor and neglected the front office. There are several reasons for this. First, manufacturing companies traditionally operate on a costing system that assumes product cost is driven by direct labor and machine times. Furthermore, while manufacturers conduct plenty of measurements on the shop floor, they do not necessarily measure time spent on jobs in the front office. Nevertheless, office operations can consume a major share of your quoted lead-time, account for more than 25 percent of your costs, greatly influence your order capture rate, and affect your overall market share.
Office operations contribute to your overhead costs as well as your selling, general, and administrative (SG&A) expenses. They also have an impact on your order capture rate and overall market share in two ways: First, if you take too long to respond to requests for quotes (RFQs), you can lose orders right off the bat; and second, if customers perceive long response times in both quoting and processing of orders, they could be reluctant to give you future orders.
The first step in reducing lead-time is for companies to realize the need to shift from cost-based to time-based thinking. Cost-based thinking stems from the mass production era, with pioneers like Henry Ford reducing cost by dividing work into small pieces, with each piece being done by the lowest-skilled person who could accomplish it. This approach created functional departments and multiple handoffs to process a job.
The emphasis on cost reduction drove managers to minimize the resources in their department, so their staff ended up being overutilized. If their staffs produced more products in the same amount of time, their cost was spread out among more work, and managers were rewarded. So they strived for absolute maximum “efficiency.”
Unfortunately, this backfired in the high-product-mix environment. To strive for efficiency, department managers grouped like jobs together, even if it meant overproducing some parts. It was all done in a quest to eliminate any machine downtime. It didn’t matter that this approach created backlogs. Employees and machines were always working, so each department was achieving that supposed “maximum efficiency.” After all, if they weren’t producing products, they were costing the company money—at least that was what managers assumed.
But coupled with all the handoffs between departments (again, creating that white space time when parts just sit in queue), this approach resulted in long lead-times with excess costs. Despite the cost-reduction focus, companies ended up with higher, not reduced, costs.
Such cost-based thinking also permeates the front office. In fact, most manufacturing companies don’t realize the extent to which their office operations have spiraled out of control. For instance, one company leader thought his front-office operations accounted for “only a few days” of lead-time. But data collected from 100 orders revealed a different reality. Orders visited four front-office departments before being released to the shop floor. Overall, the office accounted for about two and a half weeks of lead-time, not just a few days!
It took 12.6 working days to accomplish less than one hour of work (see Figure 1). Like the parts on a traditional batch-and-queue fab shop floor, work in the front office spent most of its time in queue, buried deep in peoples’ inboxes.
The cost-based approach focuses on reducing the time spent at each step (the touch time, as shown by the gray space in Figure 1). For example, consider the 30 minutes an engineer spends. When you consider just the touch time, that engineer—a relatively expensive resource—spends the most time with the job. Management might look into buying CAD software to automate some tasks or even outsource some engineering work. But even if the engineering time were cut in half, the office portion of lead-time would barely change. Reducing 12.6 days by 15 minutes would not even be noticeable.
The time-based approach looks at the entire process from start to finish and finds new ways to reduce this total time. So what are these new ways? They come from the core concepts of QRM (see The Pillars of Quick-response Manufacturing sidebar). This includes one vital element: restructuring the organization away from a job-function approach and toward lead-time reduction. To reduce lead-times, you need to restructure your organization so that people shepherd projects through multiple steps.
Just as people in a manufacturing cell on the shop floor carry parts through multiple processes—cutting, deburring, bending, and hardware insertion, for instance—a team in a front-office cell also can shepherd a job through multiple steps. QRM calls these quick-response office cells, or Q-ROCs (pronounced “queue-rocks”).
Before jumping into any reorganization effort, though, you must understand a key to the success of the reorganization. Don’t simply combine multiple steps together and create a team for those steps. This will give you limited results or even a complete failure of the effort. Instead, you start by identifying a focused target market segment, or FTMS.
As you identify your FTMS, keep in mind that the word market doesn’t have to mean a specific industry sector a shop serves. Instead, you can use a broader definition. A market can include external or internal customers that require shorter response times. You can use one or (more likely) a combination of the following criteria to identify a focused market.
Once you identify the market, you determine the product of office processing for this segment. A product of office processing could be a quote to an external customer or a work order released to the shop floor (an internal customer). You soon will realize that the office process for this “product” involves many steps through multiple departments.
Next, investigate if there is a subset of this product that can be tackled with simpler processing steps. Don’t try to design for the worst-case or most complex scenario. Now, see if this subset represents significant demand. If so, proceed with designing the Q-ROC. If not, rethink the market segment. Continue this process until you arrive at a subset that has enough critical mass. This is the FTMS for your first office QRM project.
This process of identifying an FTMS should be conducted by a cross-functional group that includes people from marketing and sales, the office areas involved, engineering, purchasing, planning, manufacturing, and other relevant functions. You want the group to have enough expertise to think outside the box. They may uncover alternative procedures by, say, restricting product options or rethinking processing steps.
Once you are ready with the initial FTMS choice, it is time to reorganize your operations to serve this FTMS. The Q-ROC team cuts through job function boundaries. The Q-ROC is a dedicated, closed-loop, collocated, multifunctional, and cross-trained team responsible for the processing of jobs belonging to a specific FTMS.
In fact, these characteristics are so important that without them, the Q-ROC team can’t function as it should. Dedicated clarifies that employees are full-time members of this cell, not just a group that meets occasionally in a conference room. Closed-loop signifies that the team has the expertise and authority to complete the processing of jobs that enter the Q-ROC. This also highlights the importance of ownership and cross-training. Collocation, or physically locating team members together, is another critical part. Moving team members out of their departments conveys that you will not continue with “business as usual” and are committed to the new way of operation. Finally, to complete the transformation, you must ensure that the team’s primary goal is shortening lead-time.
Before you finalize the Q-ROC, you should see whether the combination of FTMS and Q-ROC concepts provides additional opportunities. The key is to find new ways of processing work with the focus on shortening lead-time.
Combine, redesign, or eliminate steps. After cross-training, one person can accomplish multiple steps done by several people. Cross-training here is not as complex as you might think. Because the Q-ROC team has a narrow focus (tied to one FTMS), it works with a limited range of jobs, which simplifies cross-training. By taking advantage of the FTMS, you will find that some processing steps can be eliminated altogether.
Encourage brainstorming sessions where people think about new ways to process jobs in the FTMS. For example, quotes traditionally are cost-estimated in detail, taking into account all the features in the drawings and all the manufacturing processes that would be required. However, after forming an FTMS for a limited range of products, the team could create simple quoting tables based on a few key features. Then, the cost-estimating task would be replaced by a table lookup.
Take advantage of the latest information technology. If your processes were put in place years ago, it is time to examine if you can do some steps differently, even electronically. For instance, information stored on network drives eliminates the need for orders to be physically passed among people.
Eliminate approval steps. With the cross-training and ownership in the Q-ROC, management must eliminate traditional approval procedures. These cause delays and take away from the ownership of the team.
Transforming to Q-ROCs requires dismantling existing structures, rethinking procedures, and challenging policies that have been in use for many years. Managers can be reluctant to give up detailed cost estimating in favor of quicker estimating methods. “We could lose our shirt if we don’t carefully cost out our jobs,” they say.
This won’t necessarily happen. First, regardless of how carefully your experienced estimator costs out a job, many changes are possible between the time of the quote and the actual production: Material prices could change; a supplier could be late in delivery; the production process could take longer than expected because of tooling failures; an experienced operator could be sick and the job performed by a novice; and so on. So no matter how well the cost estimator did his or her job, the real world will intervene and the actual cost of the job will be different.
Second, even after calculating the details of material and process costs, companies slap on a burden or overhead, which is a simple multiplier (four times labor cost, for example). Is overhead exactly this amount? Of course not. It is obviously more for some and less for others. So the careful estimate is then muddied by a large, rough number anyway!
Third, by getting more quotes out quickly, you will land more orders. Even if your margins are not quite as high in some cases, at the very least you will be gaining market share and volume. Better still, you might make it up with higher margins for some jobs.
Finally, by reducing the time spent in estimating and in the overall quoting process, you also will reduce your overhead and selling costs. Ultimately, this will increase profitability.
Even though there are many challenges to reorganizing office operations and rethinking procedures, this area offers many opportunities for improving competitiveness. Using Q-ROCs, some manufacturers making low-volume and custom products have reduced office lead-times by 80 percent or more.
Improving the shop floor is a vital part of the equation that can’t be ignored. In fact, a big part of QRM can involve dramatic changes to shop floor operations. But from the customer’s point of view, whether you reduce five days of lead-time in the office or on the shop floor, the net result is the same—and moving people and desks is much less costly than moving machines.
1. Realize the power of time. The impact of lead-time is much greater than most managers realize. Long lead-times create many costs such as time spent to create forecasts, meetings to reschedule jobs, expediting of late orders, as well as high levels of work-in-process and inventories. These overhead costs are several times greater than labor costs. Trimming these costs by reducing lead-times presents a far greater opportunity than reducing direct labor.
2. Create the right organizational structure. QRM eliminates functional silos and restructures your organization into cells. The idea of cells is not new; however, QRM cells are flexible and stretch beyond the shop floor.
3. Exploit system dynamics. Managers need a better understanding of how interactions among machines, people, and products affect lead-times. QRM advocates new approaches to lot sizing and capacity planning policies. For example, instead of minimizing resources to keep costs down, you instead strategically invest in spare capacity to enable short lead-times, which eventually result in greater cost reduction.
4. Build an enterprisewide, unified strategy. QRM is applied not only to the shop floor, but also to material planning and control, purchasing and supply chain management, office operations, and new-product development.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





