















Industry Strategy Manager

Figure 1
As illustrated by this automated press, the production floor of the future will be highly automated, with equipment that monitors its own conditions with limited human interaction.
When fab shop managers hear all the buzz about smart factories, the Industrial Internet of Things, Industry 4.0, and connected machines, many probably think, “Is this all legit? What will help me run my shop? What is just fancy marketing jargon?”
Many dismiss these concepts as another hyped-up bag of empty promises that won’t affect the day-to-day issues in the shop. Make a part; ship it out; that is what we do.
But think about what drives inefficiency at your shop. Lasers, punch presses, welding robots—they all fabricate parts extraordinarily quickly. Yet according to some industry surveys, many custom fabricators still have problems delivering parts on time. Respondents to an annual benchmarking survey from the Fabricators & Manufacturers Association International® have reported average on-time delivery rates in the mid- to upper-80 percent range. So what gives?
Much of it goes back to information, or lack thereof. Machines can be “islands of efficiency” in an otherwise chaotic world, with thousands of part numbers, multiple part revisions, preventive maintenance documents, and job packets making their way this way and that across the shop floor. And when those machines break, the chaos gets even worse.
What if the shop floor weren’t so chaotic? And what if all equipment and other shop systems were truly connected? The companies that will thrive in the future will have a production floor with connected technologies that drive dramatic increases in flexibility and efficiency (see Figure 1). Years from now, production teams will need to work smarter to survive.
Welcome to the shop floor of the future.
The most notable change on the shop floor of the future is the people working in the plant. With increases in manufacturing automation, about half of the unskilled jobs that existed are gone. And with a retired skilled workforce that averaged 56 years old in 2013 (as cited by a Bloomberg report), most plant floors across the country have more than 2 million job openings (according to a report from Deloitte and The Manufacturing Institute).
In the future, companies that took action to counteract workforce shortages experienced a big payoff in their employee investments. Industry participation in education for local K-12 programs that feed company college co-op programs and trade school partnerships is paying off by providing skilled and passionate workers.
As society invests in education, from school to shop, production floors of the future have found a steady flow of skilled people who now find themselves working closely with automation and are personally driving production not for just one machine or department, but for the facility.
In the view of Ted Sberna, a consultant at Georgetown, Ky.-based White Horse Safety, we will see a shift in the skill set of fabrication maintenance teams. “Instead of having maintenance people who are function-specific, I see the trend to be more multidisciplined in order to better understand and interpret what the smart machines are telling us.”

Figure 2
Smart sensors on a conveyor report diagnostics via IO-Link and industrial Ethernet.
On the production floor of the future, most automation support staff have a strong understanding of industrial Ethernet, wireless networks, and cybersecurity issues. As Sberna predicted, “Operators will become more like technicians, and increasing their IT intelligence will be a natural part of their training programs … [But] I don’t see many of the current skills dropping away. We have already lost skills that we need to gain back to successfully minimize our machine downtime situations.”
Smart sensors in the shop of the future serve as the link between machines and software. They are, in effect, the eyes and ears of industrial equipment. They use open standards like IO-Link and have simplified installation, automated parameter setting, and expanded diagnostics (see Figure 2). This can be significant for small shops that may lack the IT resources.
These sensors report diagnostic data and function status like “working and healthy,” “target outside optimal sensing range,” or “dirty photo-eye lens.” All this helps predict failure so that technicians can swap out a sensor and avoid high-pressure, unplanned downtime.
The shop of the future has machines that can adapt with closed-loop feedback. For instance, motion devices like cylinders with position sensors or precision servo drives allow a “smart” tube cutoff machine to have infinite flexibility in tube diameter or length. Guide rails shift automatically to the next job size, and tooling adjusts to meet the product requirements, even with one-piece flow.
The connected production floor of the future produces half the defects of today’s typical plant. Sensors measure products before, during, and after fabrication processes. Sensors embedded in grippers, for instance, measure pipe diameter based on the gripper’s position.
Production efficiency comes from other places, like worker safety. “Safety systems can become part of the productivity gain instead of a cost, and understanding how machine risk assessment and equipment productivity gains work together will become very important to learn,” Sberna said.
In the future companies that relied solely on firefighting maintenance will have long since closed their doors. Preventive (schedule-based) and predictive (sensor-based) maintenance is standard practice. Smart machines are supported with data generated by many installed smart devices like sensors, valves, cylinders, grippers, motors, drives, servos, robots, and power supplies.
Mobile devices are everywhere on the shop floor of the future, supporting applications like workflow management, maintenance, system integration, and control and visualization (see Figure 3). These devices help employees control key production components. For instance, a supervisor now can manage multiple machines and operations simultaneously without being physically present at the machine or even in the area.
If an unplanned downtime occurs in the shop of the future, it’s a rare event, considering maintenance practices have cut unplanned downtime by half. Managers use mobile devices to manage production changes, calling up historical and asset utilization data to make informed decisions. If needed, they hold video conferences to discuss the problem—no need to lose time hiking across a large facility or campus. Utilizing video and data, maintenance techs, engineers, and third-party integrators access detailed diagnostic information on their tablets and make recommendations, even if they themselves are not physically located at the facility requiring support.
Modern machine tools, and the components within them, are monitoring their own wear-and-tear vitals. Low-voltage motors measure temperature and vibration values, then make calculations for efficiency adjustments and optimal maintenance cycles.
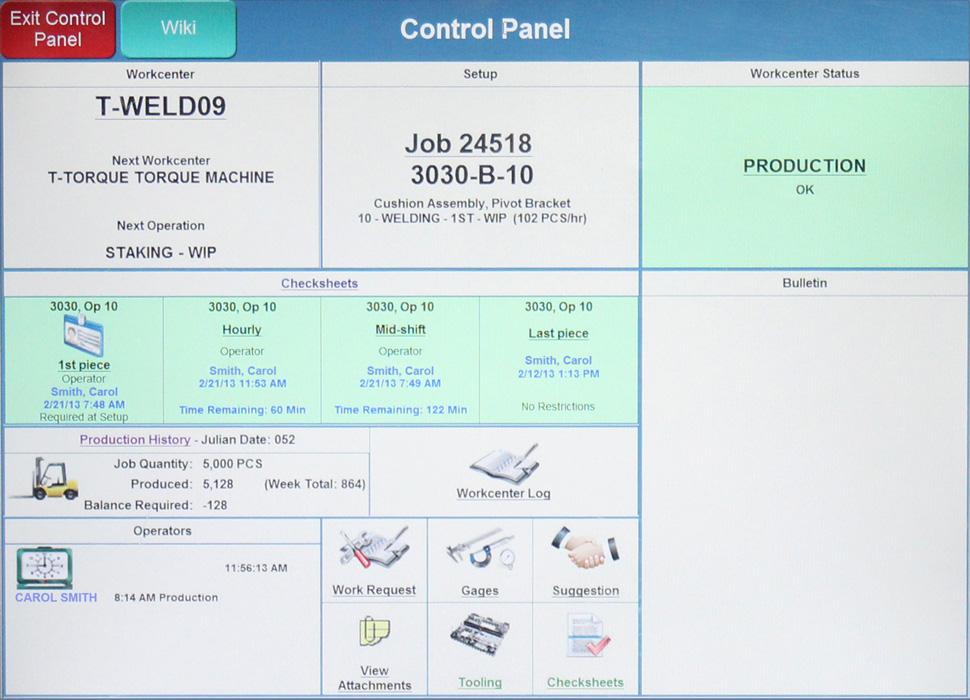
Figure 3
In the shop of the future, mobile devices will be everywhere. Phone and tablet applications, like the one pictured, will give employees real-time production stats and interactive tools.
“We can be very specific with smart sensors that will help sort out insignificant versus important data as well as have easier algorithms that can find trending items sooner,” Sberna said.
Parts tracking technology such as radio frequency identification (RFID) and bar codes are ubiquitous and, together with sensors and software, provide comprehensive traceability. Where did the material come from? What lot was it part of? Who did the work? What tools were used? What machine made this? What day, shift, and time? Who did the quality inspection?
It’s all stored in a central database, which can be accessed for continuous improvement and failure analysis. Paper data isn’t lost or misfiled. Improvements are made with authority, because real data is used to make the decision. Some data is shared with suppliers, who use it to perfect their own manufacturing processes. Improvement continues to spread up and down the supply chain.
Dunnage carts, part pallets, kanban replenishment systems, and material movements have become things of beauty. RFID systems on the carts track the location and production history of material. Gone are the days of hunting for 500 pieces of a component in a bin somewhere in “Aisle K” or guessing which shed the part is stored in (see Figure 4)—no more downtime due to lost parts, no more starving of downstream processes.
Identification technology also tracks punches and dies, fixtures, and robot grippers, documenting usage data for each. When, say, a new punch is retrieved for a job, its identification technology shows the total number of hits, and software predicts the total number of hits remaining before the punch requires maintenance or replacement. Such predicted values are calculated in real time from machine-level data, such as tonnage levels and in-process temperatures.
If a sensor downstream measures a part and identifies a nonconformity, that information flows back to the punch machine, its software, and its predictive-maintenance algorithms. If a certain punch did not hit a part correctly, it likely had excessive wear. That intelligence in turn changes the expected life of the tool, which immediately changes the number of hits the tool has before it needs to be sharpened or discarded.
Fabricators running production floors of the future did not get here by accident, or chance, or by just making a good product. These companies decided long ago that they needed to invest in connected technologies and big-data analytics. They recognized that Big Data and Industry 4.0 weren’t passing fads but instead were in fact the last remaining pieces of the technology puzzle that prevented them from delivering on time, every time.
Fabricators of the future didn’t decide to implement big changes one day and then rip out everything they had working the next day. That would have been business suicide. Instead, they made small, strategic investments, between 11 and 20 percent of their overall technology budgets.
Working with tight margins and limited budgets, they analyzed how big losses emerged from what were previously thought to be little problems. For instance, say a machine breakdown causes, on average, 25 minutes of downtime per day. The machine downtime costs $7 a minute, which amounts to $63,000 a year—not a small problem.
Many realized that they were already implementing a few connected pieces, but in a disconnected way. Some areas of the plant were integrated tightly around a software connected to some machine brands but not others. Also, some decades-old machines didn’t have the modern controllers necessary to feed back even the bare minimum of vitals. And finally, some machines that did have available sensors had data collected from them, but the data was basically wasted because it was not connected to anything purposeful.

Figure 4
As materials move through the facility, traceability becomes a key factor to success.
The fabricator of the future could have taken several paths to build its smart factory. It could have started by investing in a system designed to work with specific brands of machines and software; or it could have chosen a third-party, open standard approach that provided a common platform between various machine brands and technologies.
Each path presented its own challenges and benefits. The open standard path provided a single platform across multiple machine vendors. This gave fabricators more equipment choices, but it also required people with greater machine control and IT skills. The single vendor path provided a common programming platform and easy connectivity among machines. Of course, fabricators were usually locked into a single vendor.
Similar to the Android® (open architecture) versus iPhone® (closed architecture) debate, each has its merits and challenges, depending on a shop’s technology mix and market demands. Fabricators of the future have become successful with either approach—and they did it by identifying their organization’s path and sticking with it.
Just identifying the need to spend money on connected machines wasn’t enough. How did managers ensure the company spent money in the right places? How did they make sure they invested in the right things?
To that end, the most successful fabricators of the future set a plan in motion by asking questions. Company leaders interviewed plant managers, line managers, engineers, production and quality managers, and operators. What information do we need to know? What information would make us more productive? What information do we have to work hard to find? What information don’t we need to know?
From these interviews, and keeping their end goal in mind, they first laid out the framework for their smart factory of the future. This included:
Successful fabricators of the future started by setting a vision. They allowed their teams to make decisions that support that vision and invested in the technologies that support the sustainability of their business. All this helped them lay the groundwork for the smart factory of the future, one project at a time.
White Horse Safety, 859-333-5875, www.whitehorsesafety.com
No one wants to hear this first thing in the morning. An overnight run on the laser cutting machine stopped at 10 p.m., midprocess, and the one guy in the shop trained to fix it is on vacation fishing.
The lost cycle time on the laser starves the operation. The press brake and deburring stations eventually sit idle after processing the few pieces cut before the shutdown. And then the fitter realizes the parts were bent incorrectly. Tensions get high, language gets salty, and fingers point everywhere, including engineering and quoting. But the end result is this: The few parts cut are now scrap, the people and machines are idled; and other customer orders are now delayed.
It could have played out differently: A laser cutting machine with diagnostic capabilities predicts a failure and informs the one guy trained to fix it, who replaces a lens before he goes on vacation.
Crisis averted?
No. The parts are still made the next morning with the wrong tooling installed in the press brake. With press brake tooling with identification technology, the equipment monitors its setup to ensure it has the correct tools for the job. With automated handling, the machine even performs each bend itself to ensure the proper bends are made in the proper sequence.
Now is the crisis averted?
Unfortunately, no. The customer claims the assembly was wrong, the welds were made incorrectly, and the part failed at installation.
Fortunately, the shop has automated inspection and smart welders installed in their fitting and assembly areas. By recording the laser cutting machine data, automated press brake data, welding power source data, and quality control images from automated inspection, the shop is able to prove, with hard data, that the fault was not in production, and that the part was built to print.
The team now works confidently together, with data. The historical production data is used in engineering and quotations for more competitive delivery and pricing. Operators know more about their machines and how to maintain them to keep them running.
On his tablet from the floor, the production manager now analyzes real-time bottlenecks, balances labor, and adjusts buffer sizes to maximize improvements to production. Most important, the shop is making and shipping good parts.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





