















Contributing Writer
You're an industrial engineer working in a large stamping facility, and your boss has just asked you to automate the entire process of producing a part that runs across four independently operated presses. To make things tougher, this workcell can't be dedicated to only one part; it must be flexible enough to run other products.
You've spent the last seven years working for a Tier 1 automotive supplier, and you've automated several cells for high-volume parts. How do you now begin the process of automating numerous large presses while still maintaining the flexibility needed to run various lower-volume parts?
Obviously, the press industry has a long way to go before large-press technology will lend itself well to flexible cells requiring frequent relocation of presses. Until then, you'll have to focus on laying out your press area so that automated material handling can provide the level of flexibility needed.
When it comes to fully automating large-press operations, there aren't many off-the-shelf solutions. You know where to go to get coil feeders or precut blank destackers, but that just gets the material into the first press.
For moving material in and out of large presses, you have many options. Coil feeders or blank sheet destackers can be configured to load a press from the front, back, or either side. Likewise, material transfer devices can be configured to take the drawn product out the same way it went in or out any of the three remaining sides of the press.
Coil feeders and blank destacker feeders are readily available from numerous sources. However, not all feeders are easily configured to enter the press at all four sides. If you choose to use a coil feeder only, you may limit the overall flexibility of your press cell.
However, it's important to note that precut blank feeders can be used in conjunction with a press that is currently being coil-fed; the two systems are not mutually exclusive. Some highly flexible press cells begin with a press that has a coil feeder attached to one side of the press while a precut blank feeder can be linked quickly for loading on one of the three remaining sides.
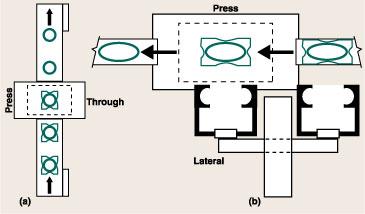 |
| Figure 1: After raw material has been loaded onto the press, one option (a) for transferring it into and out of the press is a through transfer device, which moves product through the press bed to a transfer conveyor. The second option for transferring material into and out of the press (b) is a lateral or inline transfer device, which moves product across the press bed to an adjoining press. |
Material transfer into and out of presses falls into two fundamental categories. Product is transferred through the bed of a press with a through transfer device (Figure 1a), while product is transferred across the bed of a press with a lateral or inline transfer device (Figure 1b). Using these two fundamental motions, a series of presses can be configured to create an extremely flexible collection of small workcells.
If a lateral transfer device is chosen, the actual material transfer may involve a two- or four-point program.
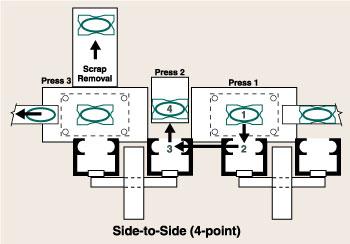 |
| Figure 2: A four-point lateral transfer is required if the press dies are usually constructed with leader pins at all four corners of the die set. To clear all the die components, the product must be picked and removed from the die area before the lateral transfer is completed. |
A four-point lateral transfer is required if the press dies usually are constructed with leader pins at all four corners of the die set. In this case, to clear all die components, the product has to be picked and removed from the die area before the lateral transfer is completed (see Figure 2).
If speed and overall capacity are concerns, dies can be reconfigured to eliminate leader pins. Once the leader pins have been removed, a direct lateral transfer can be accomplished without first removing the product from the die area (see Figure 3). A reconfiguration of this type can increase overall capacity of an automated system by as much as 60 percent.
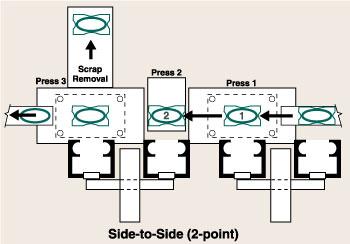 |
| Figure 3: If speed and overall capacity are concerns, dies can be reconfigured to eliminate the front leader pins. Once the leader pins have been removed, a direct lateral transfer can be accomplished before the product is removed from the die area. |
Integration of material transfer systems must be done with the greatest care and attention to detail because, in most cases, complete control of the press will be turned over to the material transfer system and its controllers. Hydraulic, pneumatic, and electrical systems must be monitored and controlled precisely. Staff operators must be trained in system setup, operation, and adjustment. The system designer and integrator need to develop and supply a system that is user-friendly, quick to change over, and easy to troubleshoot.
A group technology (GT) analysis and subsequent workcell redesign can help you maximize the use of floor space, equipment, and labor during press area reconfiguration. GT is a method of using existing similarities among parts to simplify manufacturing.
In most manufacturing facilities, numerous parts usually share a number of geometric characteristics. Parts of similar shape and size, called part families, frequently can be produced on the same set of machines. Identifying these families is an important step in applying GT to different manufacturing problems.
GT has been used in manufacturing system design, scheduling, product retrieval, fixture design, and process planning. The implementation of GT can streamline the production process while reducing production time and cost.
The first step in implementing GT is to gather and understand product demand data by generating a cumulative Pareto analysis by volume of all products. This data originates at the customer and provides a baseline by which to begin demand behavior analysis.
You should segregate annualized product demand data on a monthly, weekly, and daily demand basis. This data can come from actual sales and cover a time span of six to 24 months. When the cumulative percentages are displayed, both high- and low-volume products data is presented. This method will identify the actual demand volume and mix variations.
A GT analysis looks for natural breaks in product groupings by sorting the gathered data and determining a fit for production cells by their associated volumes and by their product alignment characteristics. This usually is an iterative process, which means you'll conduct it several times to determine a best fit for each cell type.
Product alignment characteristics could include the following criteria:
After you have identified and segregated the products into groupings, you need to sort them by volume and plot them on a chart. This chart visually displays the natural breaks in volume by group.
Usually, 20 percent of the products will account for 80 percent of the volume (this is referred to as the 80/20 rule). When a product grouping falls into this category, it is wise to establish dedicated flow lines or cells with segregated resources to support this product grouping. These products, called runners, have high volumes, frequent customer orders, and stable demands.
The remaining product groupings fall into one of two categories. The first group is known as repeaters and fits a general-purpose or flexible cellular operation. This category comprises a greater variety of products that are produced across resources that are not dedicated to a specific flow line. These products have lower volumes, variable order frequency, or high variability in operational routings.
The second group of products is called strangers. This category is for miscellaneous items with a very low production volume or infrequent demand patterns. To manage these items, you can segregate them from other products by:
Once you've completed a GT analysis and you have a thorough understanding of automated material handling integration, you can begin to develop a floor plan for your press area that maximizes throughput and workcell flexibility.
Using quick-coupling devices, you can convert presses from stand-alone units to fully automated workcell components and back again in a matter of minutes. The appropriate through press and lateral material transfer methods, along with GT analysis, can lead to flexible and highly productive pressroom operations.
David J. Wage is president of HMF Innovations Inc., 2214 Franklin St., Manitowoc, WI 54220-4895, phone 920-684-7165, fax 920-684-6004, e-mail dwage@hmf.com, Web site www.hmf.com. HMF is a designer and manufacturer of custom automation systems, hydraulic burst testers, and impulse testers.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





