















Contributing Writer
Object
In today's world of metal fabricating, reducing the number of steps in the production process is an ever-increasing trend. Fabricators are becoming more efficient by:
Metal suppliers and processors refer to these prefinished metals as surface-sensitive materials, and as manufacturers around the world streamline their production processes, the market for surface-sensitive materials is growing at an increasing rate.
Surface-sensitive materials include all prepainted steel products and nonferrous decorative materials such as copper, brass, and stainless steel. Using surface-sensitive materials is especially prevalent in the automotive industry, which commonly uses galvanized steel. In this industry, metal surfaces that have a high-quality finish have become known as automotive-exposed materials.
Furniture and appliance manufacturers are also using more surface-sensitive materials, and manufacturers of electrical components have particularly high quality standards. The manufacture of motor laminations, transformer stock, and core plates requires material that is free of burrs or scratches because such flaws can alter the materials' conductivity or cause the component to short out.
Because it is so easy to scratch or damage the surface of prefinished metal products, coil processors must pay extra attention to their equipment and handle these coils with more care than they might be used to. Equipment and process deficiencies can damage the finish on these materials during operations such as slitting, recoiling, or cutting-to-length.
Every point in a coil processing line at which the finished surface of the material touches another surface is an opportunity to damage the material. From the loading of coils onto the coil car to the pay-off reel and threading through the line, coil processors must pay extra attention to their processes to avoid scratching the finished surfaces. Even the surface on which the coils are laid during inventory is a potential source of damage to surface-sensitive materials.
Because of the increased value of prefinished metal coils, proper protection of the surface and coil should be taken. Paper is often wrapped with the metal to protect the finished surface of the product. For stainless steel and nonferrous products, vinyl is often wrapped with the metal.
Today, coil processing equipment is available that allows such protective films to be applied before slitting and recoiling. Roll-only tension systems can be used to help protective films run smoothly through the coil processing system.
Damage such as a dent or gouge to the first wrap of a coil can be carried to inner wraps of the coil, turning a large section of expensive material into scrap. Various cushioning materials are used on equipment to protect coils while they are moved, placed in inventory, or shipped. Polyurethane is one of the most effective materials for this purpose, but felt and old conveyor belting have also been used effectively.
Successful processors of surface-sensitive materials should also pay attention to the equipment in their lines and take the appropriate precautions.

Figure 1Object
Floor Pads. To protect coils stored in inventory, floor pads made of polyurethane or an equivalent cushioning material are used.
C-Hooks. A polyurethane coating or thick felt is recommended for C-hooks. The cushion is usually held in place with Velcro straps. Some processors use a precast polyurethane boot that fully covers the ends of their C-hooks.
Coil Cars. To guard against gouging, coils are lifted from turnstiles with a steel-bottom, V-shaped coil car. The surface of the coil car that is in contact with the coil should have a cushion made of ultrahigh molecular weight (UHMW) plastic or an equivalent cushioning material.
Four-Arm Coil Carriers. It is important to avoid sharp corners on four-arm coil carriers that can gouge coils as they slide on and off. The contacting surface on some four-arm coil carriers is machined to match the inside diameter (ID) of the coil. However, this surface can wear and develop sharp corners over time. Carriers with round rails made of hardened steel for coil support help to reduce sharp corners.
Uncoiler Hold-Down Rolls. A hold-down roll, also known as a snubber roll, is an important feature of the uncoiler because it prevents the outer lap of a coil from loosening and subsequently damaging the finished surface of the coil. For safety reasons, hold-down rolls are critical to lines that process heavy-gauge products. In lines that process light-gauge products, they prevent scratches caused by the outer wraps loosening and rubbing on inner wraps.
Hold-down rolls may be chrome-plated with grooves for banding. The grooves should have a generous radius to reduce sharp edges, which can dent or scratch the material being processed.
If the roll is driven, the speed must exactly match the speed of the uncoiler or scratching may occur. To avoid the potential for scratching finished surfaces, some processors coat hold-down rolls with polyurethane, although it takes more effort to keep polyurethane rolls clean. Because of the nonstick properties of chrome-plated rolls, they are less likely to pick up debris from the metal and are therefore easier to keep clean than rolls coated with polyurethane.
Coil Transfer Tables. Although low-friction transfer tables were initially developed to handle lightweight products in the paper industry, this technology has been applied to coil processing lines to reduce scratching. Rolls and the supports between the rolls can potentially contact the metal as it passes across coil transfer tables. Most scratching occurs when roll speeds differ from the speed of the metal or when the metal contacts a support surface that is not appropriate for processing surface-sensitive materials.
As with hold-down rolls, chrome-plated rolls remain hard, smooth, and easily cleaned throughout the life of the transfer table. UHMW plastics are easily cleaned and allow metals to slide without marking the surface of the metal.
Feed Rolls. As with other rolls in the coil processing line, feed rolls should be made from a nonstick material to ensure cleanliness. If the feed rolls are driven, they should match the speed of the metal to prevent scratching. When used as strip support at the crop shear, feed rolls should provide adequate support to protect the metal from contacting the bottom knife.
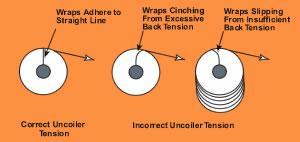
Figure 2Any movement of the marked line during processing is an immediate indication of improper brake settings.
Slitter Heads. When operating properly, the slitter head is the least likely area to cause axial scratching or other damage to the finished surface of a coil. When scratching does occur at the slitter head, it usually appears as light scratches or knife marks that can be seen more easily with a strobe light.
To avoid coil damage from slitter heads, check the knife/arbor runout for wobbling in the knife and the male/ female stripper ring alignment for proper placement. If they are off, the knife is liable to scratch the material.
Cascade Rolls. Cascade rolls must support material into the pit and prevent the metal from bending because of its own weight. The radius formed from cascade rolls should always be larger than the minimum wrap of the coil. Geometry related to the placement of cascade rolls is critical.
Tooling Bars. Many of the surface damage problems that occur to the finish of metal coils are related to improper alignment in the processing line. Tooling bars that are free-turning, precisely located, and designed to minimize pickup of metal debris eliminate these problems.
Tension Stands. Tension stands are responsible for tight coils and must be used in all coil processing lines, but tension stands also represent the most potential for damage to the coil's finished surface. The four types of tension stand designs are pad-type, roll/pad combination, bridal roll, and roll-only. The roll-only tension stand design avoids scratching at the tension stand (seeFigure 1).
Recoilers. Large openings in recoilers can create reel marks, which are heard as thumps as the coil is being wound. Polyurethane risers help control the gripper opening and subsequent damage that can occur from openings that are too large.
The use of interchangeable drums can help decrease the potential for damage by providing close-tolerance openings and smooth surface finishes on the recoiler drum (see Figure 2). When processing critically sensitive materials, such as those for the automotive industry, an inspection by eye should show no reel marks after one wrap, while an inspection by stoning should show no reel marks after five to seven wraps.
Over-Arm Supports. Excessive pressure is usually the culprit behind damage from over-arm supports. If not counterbalanced to control down pressure and designed with the proper geometry, banding grooves in the over-arm support can mark the coil. A properly aligned slitting line will often allow a processor to raise the over-arm support out of harm's way after a good core has been established early in the recoiling process.
Tension scratches are also called pull marks and are caused by movement between adjacent laps of a coil. Similar to the tightening or release of a clock spring, this movement can be quite detrimental to a coil of surface-sensitive material.
Tension scratching at the recoiler can be avoided by maintaining tension at a relatively constant rate throughout the recoiling operation. For this reason, the tensioning unit is a critical piece of equipment to the processor dealing with surface-sensitive coils. Axial movement or slipping must be controlled during tensioning of the coil.
To prevent tension scratching at the payoff reel, processors must uncoil with approximately the same amount of tension that was used to wind the coil. Loosely wound coils are particularly difficult to process because it is so easy to pull one wrap over another.
Payoff reels have an adjustable brake to ensure proper tension. Both insufficient and excessive braking will cause movement in the coil and subsequent scratching.
Coil processing lines include braking systems that are either mechanical or electromagnetic. To avoid excessive braking and the movement that will result from a coil that is too tight, tension must be reduced as the coil is processed.
In a mechanical braking system, adjustments are performed manually, whereas electromagnetic braking systems are direct current- (DC) driven and designed to compensate automatically for the decreasing coil size. Although the operator adjusts a DC drive-drag system at the beginning of each coil run, these braking systems require few operator adjustments.
A straight line marked on the side wall of the coil before it is processed can help coil processors maintain the correct payoff tension during their operation. Any movement of the side-wall straight line during processing is an immediate indication of improper brake settings (see Figure 3).
By paying close attention to equipment, adjustments, and handling procedures, coil processors can participate in the growing market for surface-sensitive materials. More and more, new coil processing plants are being equipped with features that ensure the plant's ability to process prefinished materials, and existing coil processing lines can also be modified and retrofitted for processing surface-sensitive materials.
As manufacturing trends continue toward streamlined processes, coil processors can expect continued growth and some new challenges in this market.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





