















Flat-Rolled Leveling Consultant

Figure 1: In this equipment setup, a hydraulic roller leveler works material to level parts.
In the English language, several different words often mean the same thing. As a result, it is easy for the astute person to become confused with nomenclature.
The metal processing industry is no exception. If you need to work coil, do you rely on flatteners, straighteners, or levelers? The stamping segment of the industry tends to call anything that changes the coil’s shape a straightener, while service centers call them levelers (see Figure 1). Producer mills recognize flatteners and levelers by their capabilities.Although each piece of equipment bends metal and the nomenclature implies the same functions, the actual machine and its capabilities differ significantly. So what are the differences, and what can they do?
First, define the shape problems you are intending to correct.
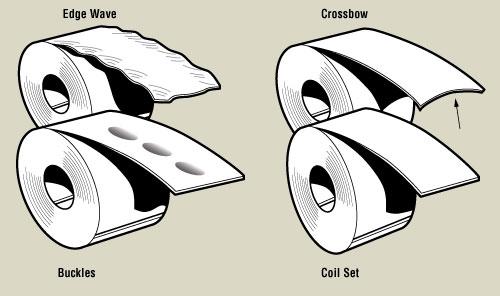
Coil set (aka longbow) is curvature (down positive, up negative) in the longitudinal direction. For positive set, the top surface is longer than the bottom surface. Correcting it requires stretching the bottom and compressing the top.
Crossbow is curvature (down positive, up negative) in the transverse direction. For positive crossbow, the top surface width is greater than the bottom. Correcting it requires stretching the bottom width and compressing the top width. This is difficult to accomplish because the work is being done in the longitudinal direction while the problem is in the transverse.
Apparent center buckle is the result of forcing material with coil set and crossbow in the same direction to lie flat. (Stampings from such a coil could lead to “dished” blanks.) It is called “apparent” because the buckle doesn’t appear in the unrestrained material. Correcting it requires simultaneous removal of the coil set and crossbow.
Apparent edge wave is the result of forcing material with coil set and crossbow in the opposite directions to lie flat. (Such a scenario could lead to “saddle” stampings.) It is called “apparent” because the edge wave doesn’t appear in the unrestrained material. Correcting it again requires simultaneously removing the coil set and crossbow.
Edge wave is caused by the edge or edges being longer than the center. Correcting it requires stretching the center.
Center buckle, also known as tight edges or oil can, occurs when the center is longer than the edges. Correcting it requires stretching the edges.
Quarter buckle is caused by the edges and center being shorter than the quarter width area. Correcting it requires stretching the edges and center.
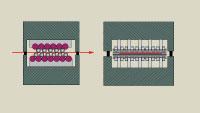
Figure 4: The addition of more rolls typically identifies a straightener. It is more adept at removing coil set, crossbow, apparent buckles, and wave
Camber is the result of material being rolled in a radius.
Twist occurs when the material is being rolled in an oscillating radius.
Figure 2 shows a few of the shape problems.
Like anything else in life, these defects can be fixed in various ways, but choosing the right tool for the task is the difference between success (running good material consistently) and failure (chasing a solution at the expense of downtime and lost material). Metal formers and coil processors have the following tools available to them.
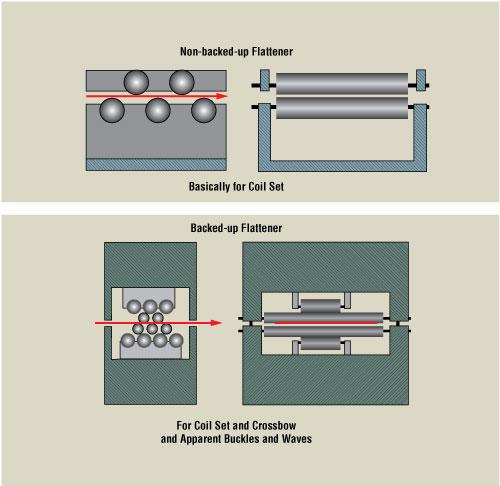
Flatteners. The most common problem in coil processing is coil set, and a flattener is the tool to remove it. To remove positive coil set, bend the material over a roll to induce compression on the top surface and tension in the bottom surface. A simple flattener uses relatively large rolls on wide centers. As few as three rolls can be used but rarely more than seven. With three rolls, the flattener requires continuous adjustment to accommodate the increasing coil set with decreasing coil diameter. Five-roll units are less sensitive because the last three rolls encounter more consistent material from the initial rolls. Seven-roll units are even better. Five- and seven-roll units are used when the metal former or coil processor is looking for more than just ease of thread-up.
The most common configuration for flatteners is an odd number of rolls (see Figure 3). An even number is used when the coil set can be either positive or negative. In that scenario, the last roll on the top of the even-rolled machine is moved out of contact for flattening positive coil set.
To prevent wavy edges induced by overloaded work rolls, coil processing line experts introduce backup rolls. With these, the flattener now has a top frame to hold the backup roll assembly and carry the separating force loads. This equipment tends to have smaller-diameter work rolls on close centers, and the backup rolls are narrow-faced rolls. When properly configured and powered, these units can induce enough yield strains to remove crossbow. By removing longbow and crossbow, they can eliminate apparent buckles and edge wave.
Straighteners. When the backed-up flattener has small rolls (less than 3.5 in. in diameter) and several rows of narrow backup rolls (normally bearings), it becomes a straightener (see Figure 4). The only adjustments necessary are the entry and exit roll gap settings. These machines have seven to 15 rolls, with fewer being the norm.
Straighteners are designed to induce enough yield strains to remove crossbow and so can correct apparent edge wave and center buckle. They are not conducive to removing negative coil set because they typically have an odd number of rolls.
Levelers. What makes a leveler a leveler or a precision leveler is not the number or size of work rolls, but its ability to perform overall and localized work on the material. Overall work is accomplished by articulating the top and bottom work roll sets to induce work or yield strains. Again, several words can describe this function, including gap, mesh, plunge, skew, and tilt, depending on the design. Whatever it is called, it induces more work at the entry and less at the exit.
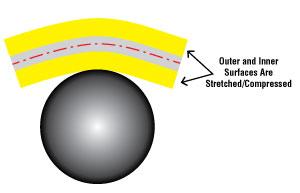
Figure A: The middle of the material is neither compressed, like the inner surface, nor stretched like the outer surface.
Localized work is accomplished by bending the work rolls across the width. The simplest form is a roll bend, which bends the work rolls convex or concave to work the center or edges, respectively. This gives the leveler the ability to remove center buckle and edge wave.
With individual backup roll support adjustment, the work rolls can be shaped to increase or decrease the work in an area. This allows removal of quarter buckle and edges waves of different sizes from side to side.
There are two major leveler designs with respect to the use of backups to induce work.
On machines that use the frame adjustment to set the overall work, the backups induce only localized work in the order of two to three yield strains. The other design uses the backup adjustment to provide the overall and localized work. The exit ends of all the backup supports are set for the material thickness. The entry ends of all the backup supports are set for the overall work and then individually positioned to accomplish more or less localized work.
A pivoting backup support design uses a combination of frame adjustment and backup support adjustment. The frame adjustment is set to the thickness. All of the backup supports are set for the overall work and then individually positioned to accomplish more or less localized work.
No matter how the leveler is configured, it is designed and powered to produce four to six yield strains required for shape correction and delivering as much stability that is possible.
Because a leveler can change shape in a positive sense, it also can induce work—on purpose or accidentally. Preshaping the strip may enhance the stamped part. In other words, if the center of a stamped part is worked hard, inducing some center buckle, metal forming may be improved. Conversely, if the stamped part’s edges are stretched, inducing edge waves may help. Preconditioning such as this has proven effective in the roll forming industry.
Meeting your flatness needs requires the correct machine (see Figure 5) and a good operator. A key point to remember is that a leveler is a sophisticated machine and requires training in leveling theory to attain the desired results.
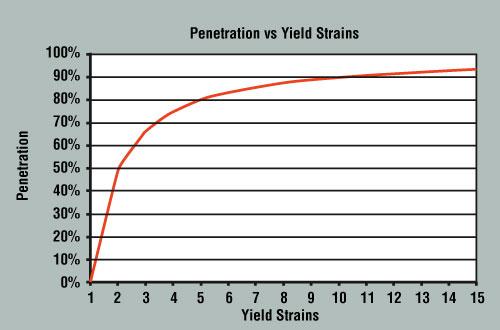
During the bending process the outer surface of the material is stretched and the inner surface compressed. As shown in Figure A in this sidebar, not all of the material yields; a portion in the center of the thickness is neutral regardless of the amount of bending. A measure of the amount of yielding is called penetration and is a function of stretching in the outer surface. The amount of stretch in material is quantified by yield strain.
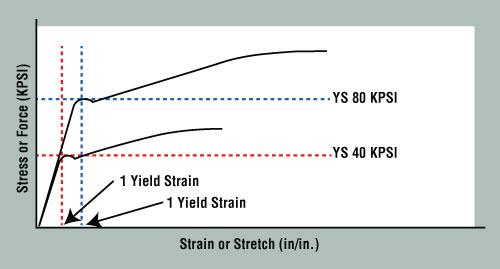
A yield strain is an engineering term that quantifies the amount of work done to the material. One yield strain is the distance the material is stretched until it reaches its yield point. Stretching beyond one yield strain causes permanent change. Stretching to two yield strains means the material has been stretched twice the distance to the yield point and will remain at the length of one yield strain when released. If stretched to four yield strains, the material will return to the three-yield-strain point, and so on.
Figure B shows the stress-strain curves for 40- and 80-KPSI-yield-strength steel. The one yield strain point for 80 KPSI is twice that of the 40 KPSI. This is significant in determining the machine settings and the amount of power required to flatten or level.
It also indicates why a machine has a yield strength limitation that corresponds to the machine’s thickness limitation.
Figure C shows the relationship of yield strains to penetration. The amount of penetration does not reach 100 percent by bending alone. Tension must be added, which can’t be adequately covered here.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}