















The cutting edge of cut-to-length lines
Double eccentric shears enable continuous operation
 |
When a company plans to invest in a cut-to-length line, basic line configuration is the first decision—and one of the most important—to make.
The fixed-shear line is a common configuration. It can be an entirely stop-start (or "tight") line, or it can include a decoiling and leveling section moving the coil strip at a constant speed and the shear area moving the strip in a start-stop mode. Usually grip-feed or hitch-feed systems or roller-type feeder systems pull the strip out of a loop, accelerate the strip, move it forward at a constant speed, decelerate it to stop at a desired length, and then shear-cut it.
For thick, typically hot-rolled material, a tight line configuration without loops can be a good choice. For thin material, however, some other options also deserve consideration.
One of those options is a continuous-operation line. In the U.S. and Canada, almost every cut-to-length line for material thicknesses from 0.012 inch (0.3 millimeter) to 5/32 in. (4 mm) is a fixed-shear line, but in Europe, service centers have recently begun using more continuous-operation lines.
Configuration Characteristics
Start-Stop Lines. Start-stop fixed-shear lines are simple and less expensive than other styles. The strip is accelerated and decelerated for each cut, which can cause faster component wear and can make marks from rollers or grip feeders on the material surface.
To reduce the risk of damaging the material, designers can choose the lower clamp force of hitch-feed or roll-feed systems, resulting in reduced friction and limited acceleration and deceleration rates. If material quality is not an issue, they may choose higher clamping forces, which transfer the highly dynamic movement to the material and allow increased output, acceleration rates, and deceleration rates.
 |
| Figure 1 One of the advantages of a double eccentric shear in a cut-to-length line is that it can operate at a continuous speed. Here the arrows show the movement of the shear, which is in an open position. |
Start-stop lines usually require a loop pit to create a buffer between the continuously running decoiler/leveler and the start-stop shear; this can add to foundation costs. With some materials, the acceleration and deceleration during loop pulling can affect the material's flatness.
Continuous-operation Lines. Continuous-operation lines do not use a loop pit. The drive system accelerates the strip and the rollers smoothly from decoiler to stacker to get to the desired speed. Almost the whole coil can be cut at this speed in a continuous operation until the line speed is decelerated to process the last windings of the coil at a slower speed.
Most of the early versions of these lines used flying shears. The complete shear, including its frame, accelerated to line speed, made the cut, and decelerated. The shear had to be moved backward to perform the same movement for the next cut, in the same way as grip-feed systems operate. The mass and inertia of these shears were huge, making it difficult to maintain a fast output.
 |
| Figure 2 European service centers are using continuous eccentric shear lines to run multiblanking operations. |
Today's double eccentric shears operate in a different way. The upper and lower shear blade beams perform an eccentric movement (see Figure 1) that is smooth because it is similar to a rotary movement and not like an alternating forward and reverse movement. During the complete eccentric movement, the blades remain in vertical position to help minimize burr. The strip does not need to be accelerated and decelerated for each cut, reducing the risk of strip slippage.
The shear frame itself remains fixed, so wear is reduced and the shear can move quickly within the frame. Depending on the line design, the shear can perform continuously at strip speeds up to 330 feet per minute (100 meters per minute).
In a continuous eccentric shear line, the bottleneck is not the shear operation, but the maximum speed the stacker can handle or the capacity of the packing line. The material does not stop for cutting, so the average strip speed usually can be increased, resulting in a higher overall output of the cut-to-length line.
Multiblanking Lines for Increased Output
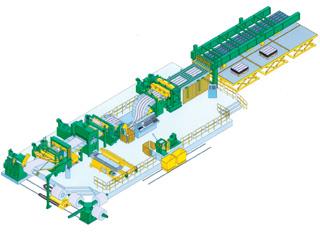 |
| Figure 3 Here's what the configuration of a multiblanking line with a double eccentric shear looks like. |
In the basic configuration, a cut-to-length line cuts a single strip. A continuous eccentric shear line can be built to operate a multiblanking line in the same way (see Figure 2).
A slitting shear needs to be put in front of the eccentric shear, and a small loop is needed to separate up to five strands before feeding them parallel into the eccentric shear. Finally, the stacker needs to be designed to handle the multiple sheets.
Figure 3shows the configuration of a multiblanking line with a double eccentric shear. Without the slitter and loop, this would be a standard configuration for a one-strand cut-to-length line with double eccentric shear.
Trapezoidal Blanks in a Flying Cut
 |
| Figure 4 The high-speed eccentric swing shear can cut a variety of nonstandard sheet shapes. |
Another new development in eccentric shear design is the high-speed eccentric swing shear (seeintroductory photo). This shear is designed to cut trapezoidal sheets, which are supplied mainly to the automotive industry.
The shear blades use a swing motion to perform angled cuts (±30 degrees) while still maintaining surface quality. In this mode, the shear can make more than 50 cuts per minute, depending on sheet length. When the swing angle is reduced, it can complete up to 80 cuts per minute, depending on sheet length.
High-speed eccentric swing shears can operate without swing movement as well to make 90-degree cuts on standard rectangular blanks. In this case, it can make up to 130 cuts per minute, depending on the sheet length.
The shear also can be designed to suit special bow-type tools to perform a kind of bow or chevron cut (see Figure 4).
Alexander Tschoeltsch is vice president of sales, Georg Manufacturing Systems Inc., 1237 26th St. S.E., Hickory, NC 28602, 828-261-0154, fax 828-261-2094, alexander @georgmfg.com, www.georgmfg.com.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




