















Contributing Writer
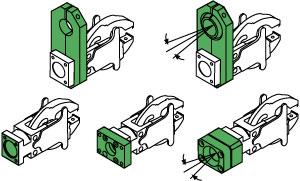 |
| Figure 1: Grippers with modular mountings can be reconfigured quickly for the next job. |
Many factors affect the real cost of clamps used in end-of-arm tooling. A clamp's original price is important, but other variables have their effect on production and reduce cost of ownership. Four of the most important are:
1. Delivery.
2. Flexibility.
3. Durability.
4. Useful life.
How long does it take to receive clamps when you order them? Some arrive within 24 hours, while others may take one, two, or even six weeks. Delivery times are important to any company, and they have a ripple effect through a company's customers. For instance, assume that your company receives new dies, but the clamps were specified incorrectly or were damaged during tryout. You've promised to ship product to your customer in three weeks; if you can't get new clamps in time, you'll miss that deadline.
In turn, your customer will miss his deadline, be unhappy with you, and probably will not send his next job your way.
Inventory levels are directly related to delivery time. Assume you have a power takeoff-powered type of press and are running two shifts per day with three clamp styles. You have one crash per shift every two weeks, and each crash damages two clamps. In this situation the inventory should be set at two clamps per shift, or a total of four clamps to cover that two-week period.
Now consider the extremes of delivery times mentioned previously. If delivery is six weeks, you need replacement stock for three of these two-week periods, or 12 clamps. Because you are using three clamp styles and have no way to predict which style will crash, you need to inventory 12 clamps of each style, or a total of 36 clamps.
If delivery is one day, you need replacement stock for only one of these two-week periods, or four clamps. With three clamps styles, you should inventory four clamps of each style, or a total of 12 clamps.
Clamps should be easy to reconfigure so that a few standard types can be used for a range of applications. Some features that make clamps more flexible are interchangeable, adjustable mounts; interchangeable jaws; interchangeable tips; and an adjustable jaw opening.
Interchangeable, Adjustable Mounts. Side or rear mount is standard in most plants, but special situations (usually clearance problems) always arise that require a different mount.
Some clamps are designed so they can be changed from a side to a rear mount or vice versa in just a few minutes (seeFigure 1). This feature allows you to pull your standard clamp from stock and change just the mount to fit the special situation.
Adjustability also is important. Ball swivel mounts, which rotate to any side of the clamp, or rear mounts which rotate or swivel, can be adjusted for all applications.
Interchangeable Jaws. Most plants use a few standard jaw styles. Using clamps whose jaws can be changed easily from one style to another (see Figure 2)—for instance, from a standard to chisel or flange—can help you keep inventory low. If you stock a few different jaw styles, you can pull your standard clamp from stock and change the jaw to fit a special application rather than changing the entire clamp.
 |
| Figure 2: Grippers also should have modular jaws. This allows them to be reconfigured quickly as a standard or chisel jaw, moving or fixed, based on the need of the job. |
Interchangeable Tips. Tips need to be changed more frequently than any other part of a clamp because of differences in panels and where they have to gripped, the shape and angle of the gripping surface, panel thickness, and die clearances.
Some clamps come with tips that can be changed quickly with standard tools. If the tip mounting design is simple, standard or specially shaped tips can be attached easily. In general, it is more cost-effective to purchase specially shaped tips than to engineer, manufacture, and test them yourself.
Adjustable Jaw Opening. With an adjustable jaw opening (seeFigure 3), your standard clamp in inventory can be adjusted to the small, medium, or large opening the application needs. If die clearance is inadequate for a wide jaw opening, you can reduce the jaw opening, thus getting the needed clearance to keep the job running without an emergency die modification.
If you can get more die clearance after the run, you can increase the jaw opening quickly to take advantage of that clearance and increase press speeds to run more panels per minute.
Clamp durability also has a big impact on cost. Some available features are:
• Hardened, adjustable impact plates.
• Hardened jaw mechanism.
• No speed controls.
• External bumpers on the jaw opening.
• Die lubricant-compatible components.
• Rugged mounting brackets.
Hardened, Adjustable Impact Plates. These plates (seeFigure 4) protect the business end of a clamp from damage caused by the sharp edge of steel panels. These panels impact clamp bodies thousands of times as the panels are transferred, causing the clamps to wear to the point of failure if not protected. Clamps with hardened, adjustable impact plates withstand the wear and protect the softer aluminum bodies.
In addition, the plates can locate or crowd the panels into position just as the clamps grip the panels. Crowding improves panel location, which is important as press speed increases.
Hardened Jaw Mechanism. The wear surfaces on jaws, rollers, pins, and links must withstand hundreds of thousands of cycles. If they don't, the clamp's performance begins to suffer: Panels are dropped, press downtime increases, and you spend time troubleshooting.
 |
| Figure 3: With an adjustable jaw opening, a standard clamp can be adjusted to the small, medium, or large opening the application needs. |
To the untrained eye, internal wear is difficult to identify. The clamp might look fine and open and close as usual, but panels still are dropping. You may be unsure if the clamp is at fault, or perhaps the air pressure is too low or the valve has failed.
A hardened jaw mechanism can help the clamp withstand the abuse from presses.
No Speed Controls. Some clamps' open and close speeds are limited by internal orifices, so they require no speed controls. Their speeds are set to handle the fastest presses.
External Bumpers on the Jaw Opening.Clamps with external bumpers absorb the additional weight and rotational energy produced when jaws or tips are made longer for panels that are difficult to stamp. This protects components from failure and adds to the clamp's cycle life.
Die Lubricant-compatible Components. All components must be compatible with die lubricants or other fluids in your compressed-air system. Pneumatic seals or plastic cylinder components can be harmed by these fluids, causing actuator problems. Seals can be damaged, or the plastic cylinder components can swell because of fluid incompatibility. In either case, the clamp may stop cycling.
Rugged Mounting Brackets. Mounts are an integral part of a clamping system. Mounts should be rugged, yet adjustable with only a few tools. Once tightened, they must hold location and not slip or loosen. Mounting brackets are subjected to vibration and fatigue on each stroke of the press. Aluminum brackets should be free of stress concentrations that cause fatigue cracks.
In some designs, the fasteners create the clamping force, while the aluminum brackets handle most of the bending loads. Some spherical mounts use steel balls with external grooves that bite into the bracket when tightened, which improves their holding power.
 |
| Figure 4: Grippers with impact plates protect the front of the clamp body from being hit by panels as they are transferred. If the plates are adjustable, they can be set up to push the panel into the desired position. |
Sometimes crashes can damage the mount but not the clamp. With modular mounts, the mount can be replaced and the clamp put back into service.
A good-quality clamp should deliver at least 5 million trouble-free cycles with the following performance characteristics:
• Grip force remains constant and does not drop off as cycles add up.
• Mounts hold position, with no adjustment required.
• All fasteners remain tight, with no retightening required.
• Tips and mechanisms don’t wear or stretch.
• No additional lubrication is required in the cylinder or jaw mechanism.
Bruce McIntosh is engineering manager, Clamp Division, PHD Inc., 9009 Clubridge Drive, Fort Wayne, IN 46899, phone 219-747-6151, fax 219-478-6196, e-mail bmcintosh@phdinc.com, Web site www.phdinc.com. PHD Inc. produces pneumatic automation components for industry; clamps, cylinders, slides, rotary actuators, grippers and escapements.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





