















Contributing Writer
Editor’s Note: This is one article in a three-part series. Part I discusses typical causes of premature failure. Part II covers the roles of cutting shear and retainers. Part III discusses how tool steel selection, press deflection, and heat from processes such as EDM and grinding affect the likelihood of punch breakage.
Press deflection is perhaps one of the most common causes of punch breakage. The accuracy of the press is just as important as the die itself. Placing a jewel of a die in a glorified 250-ton trash compactor press most likely will result in die damage and poor product quality.
Poorly maintained presses are not good candidates for cutting and piercing operations. This is especially true if the press has a great deal of deflection. The ram of the press must be parallel to the bolster plate and remain as parallel as possible throughout the entire stroke of the press. Older, poorly maintained gap-frame, or C, presses are very poor candidates for high-tonnage precision piercing and cutting operations, primarily because of their high deflection rates.
Certain gap-frame presses are allowed to deflect as much as 0.002 inch per inch of throat depth when loaded to capacity. For a press with a 30-in. bed, this calculates to as much as 0.060-in. overall deflection. This deflection presents a serious problem as the press opens during punch impact and closes after the punch enters the die. A great deal of press deflection after the punch has entered will likely result in punch breakage.
Despite their deflection rates, a well-maintained gap-frame press can work well for cutting and piercing if the cutting force required is considerably less than the available tonnage. For example, a piercing and cutting die that requires 40 tons of force placed in a 100-ton, well-maintained gap-frame press is permissible; however, to place the same die in a 50-ton gap-frame press is very risky.
In a nutshell, box, or straight-side, presses are better candidates for precision cutting and piercing applications. Gap-frame presses have their place in the stamping world, but not when precise alignment and high tonnages are required (see Figure 1).
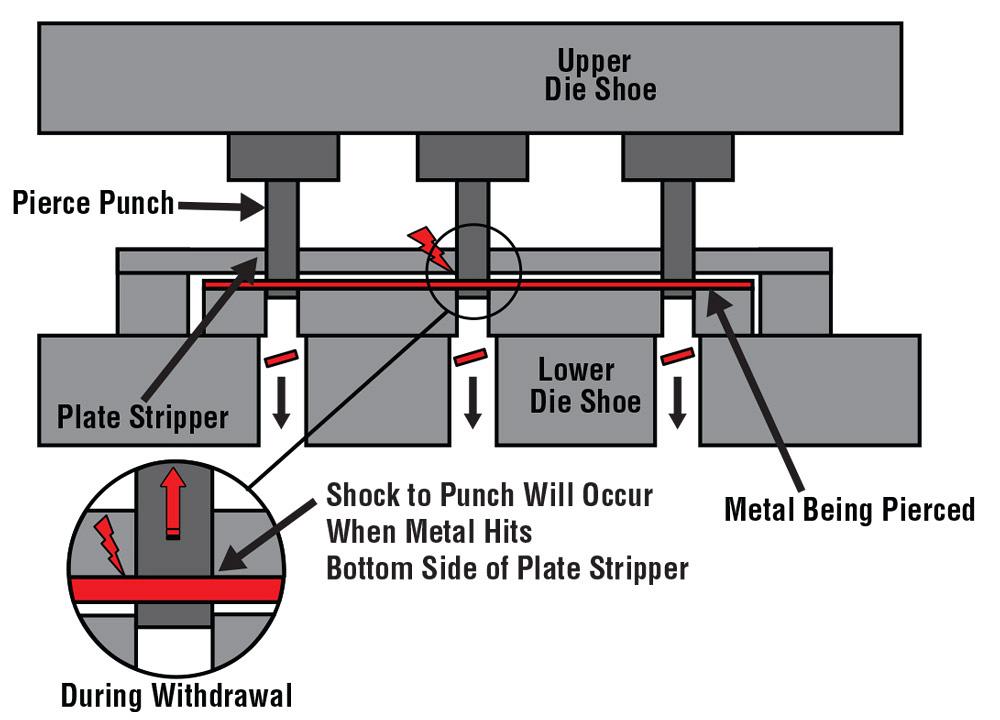
Bridge strippers, also known as positive or plate strippers, are plates that are solid-mounted to the lower die and strip or pull the pierced metal from the punch. Although they are an inexpensive means of stripping the metal from the piercing punch, they are often the culprit of punch breakage for a couple of reasons.
First, they don't hold the metal down to the lower die sections during the cutting and piercing process, so the metal can move from side to side. An unbalanced shear angle ground on the piercing punches can force this sideways movement, and excessive horizontal movement can cause the punches to break.
Second, during withdrawal, the metal slams against the bottom of the plate stripper. This sends a great shock into the pierce punch and can result in punch breakage during stripping (see Figure 2).
The solution is to avoid plate strippers and instead use a pressure-loaded stripper. Although the initial cost might be higher, it could prevent a punch breakage disaster later. In addition, using the proper engineered cutting clearance will help reduce the stripping force.
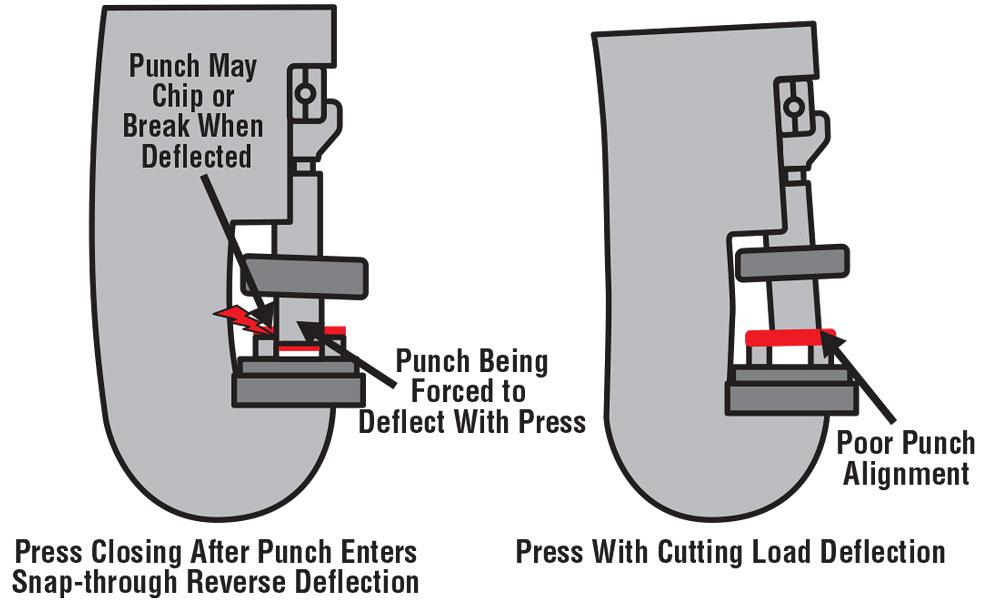
Figure 1
Despite their high deflection rates, gap-frame presses that are well-maintained can work
well for cutting and piercing when the cutting force required is considerably less than the
available tonnage.
The type of tool steel from which your piercing punches are made is important, and finding the right balance between wear resistance and toughness is the key. A tool steel with a great deal of wear resistance might break because it lacks the necessary toughness to adsorb the shock during punch contact and snap-through. In contrast, a tool steel with a great deal of toughness might lack the necessary wear resistance and constantly need sharpening.
If you are cutting thick, high-strength steel on an average gap-frame press, using a tool steel such as S-7 will provide the ultimate toughness to help reduce punch breakage. Keep in mind that the punches will need frequent sharpening. If you are piercing thick, high-strength metal in a precision straight-side press, high-wear tool steel such as a CPM grade might be the best candidate.
The primary determining factor that affects the tool steel selection is the deflection of the press.
The process of wire-burning a punch results in a heat-affected zone (HAZ). Wire burning, also known as electrical discharge machining, cuts through the hardened tool steel by sending a small electrical discharge from the wire to the tool steel section. This small discharge burns or melts the tool steel. Its fundamental principle is similar to an arc welder, but without the filler rod.
To reduce the depth of the HAZ, it is good practice to make several low-amperage final skim cuts rather than a single high-amperage cut. In addition, it is good practice to remove the white layer—a very small HAZ on the punch—with a fine stone.
Keep in mind that, depending on the tool steel type and its pre-wire-burn heat-treating process, you might have to have the punches professionally stress-tempered after wire burning. This process greatly reduces the stress resulting from the wire burning process and helps to achieve punch toughness.
Very simply, punches can break because of a poor sharpening job. Using the improper grinding wheel and failing to keep the pierce punch cool during the grinding process can result in microstress cracking or heat checking (see Figure 3).
To prevent problems, avoid burning punches and use the proper grinding wheel. A coarse-grit, soft-bond wheel usually is best for premium tool steel punches.
Many factors can cause punch breakage. The key is to take a good look at all of the possible causes and carefully eliminate them one by one.
Until next time ... best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}