















Editor-in-Chief

Figure 1: Punching is still the most efficient way to make holes of the same size on a steel sheet, no matter whether it’s 16 gauge or 0.25 in. thick. Photo courtesy of W.A. Whitney Co., Rockford, Ill.
Ask a metal fabricator what’s on his plate and he’s likely to say “plate.“
The days of processing only thin sheet metal parts have gone the way of the five-week lead-time. Job shops and OEMs are processing metals of varying thicknesses—increasingly on the thicker side of things.
Credit the agricultural, defense, energy, and mining markets for the consistent demand for plate products. In fact, demand has continued to increase despite a sluggish economic rebound. The Metals Service Center Institute reported in June that plate inventories reached 772,000 tons, a 2 percent increase from 2009.
With the push to chase this plate work, plenty of metal fabricators have invested in laser cutting machines with robust resonators, some as powerful as 6 kW. Those types of investments have garnered headlines in the industrial press in recent years, but that’s not the only place where metal fabricators have upgraded their capabilities. They have jumped into the fray with punching as well.
More specifically, fabricators are throwing steel as thick as 0.25 inch on the same punching machines they used to process thin-gauge metal on.
“When you get over 0.25 in.—and that’s not a real hard dividing line—you start to see machines are pretty much dedicated to just plate,” said Glen Shuldes, an applications engineer with Wilson Tool International Inc.
For those putting both thick and thin materials on one machine, punch tooling technology has emerged that can be used across the thickness spectrum (see Figure 1). Dies may have to be changed out, but the same punch can be used.
That’s just one factor to be aware of when punching both thin and thick materials. To help them maintain uptime and process this mix of material efficiently, fabricators need to follow these six tips.
Fabricators who get the die clearance wrong when working with thick materials run the risk of getting a big headache.
“If you don’t have the right clearance, you can stick the punch into the die, and it won’t retract. Obviously, you would break the tool,” said Scott Bowerman, national tooling sales manager, Amada America Inc.

Figure 2: This punch is not a typical tool. Its titanium carbon-nitride coating can prolong tool life and periods between sharpening. Photo courtesy of Wilson Tool International.
To avoid this disastrous scenario, most punching experts recommend a die clearance of 20 percent of material thickness. That’s 0.05 in. of clearance for 0.25-in. material, a big jump for those fabricators that are used to routinely working with 16-gauge material, which requires only 0.012 in. of clearance. For the fabricator who is not used to working with thicker material, that 0.05 in. of die clearance may seem excessive.
“If you use a 0.12-clearance-die on 0.25-in. material, you are going to break your tooling and punish your machine,” Bowerman said.
So does a fabricator start adjusting die clearances for each material thickness it might process during a day? If that’s the case, that’s a lot of setup time.
Carl Peterhansel, sales and service manager, tooling products, TRUMPF Inc., said it’s unnecessary for fabricators to be that meticulous. He recommended having a plan for different ranges of material thickness, not every single gauge of material.
“So you want to work out plans for at least three to four ranges of material and have uniform clearance identified for that range,” Peterhansel said. “Once you have that identified, you can look at how quickly you can change out the tools in the machine.”
Stripping—the process of disengaging the punch from the workpiece—becomes much more challenging on thick material simply because the punch has to contend with more material when compared to thin sheet. Stripping typically presents no problem with thinner material.
If a fabricator wants to punch a 1-in. hole in 0.25-in. material, he might elect to do that in a 1.25-in. station. However, Dennis Lowry, custom engineering manager, Mate Precision Tooling, said that a larger station could provide more stripping force in the guide assembly than a smaller station could.
This is good basic advice for fabricators working with thicker materials on the punch press for the first time, according to Lowry. A fabricator could get involved with more complex solutions to address stripping, but it adds unnecessary complexity to what can be a streamlined operation.
“Some customers lean toward the idea that when they’re punching thicker material that they should put shear on the punch. And it’s an accurate statement that shear can reduce punching force. But that shear has to be configured in a certain way, and it has to be maintained that way. It becomes a complex tool for the customer to work with,” he said.
Another thing fabricators can do to minimize concerns over stripping performance is to use punches with back taper. The back taper relieves a lot of the stripping force because as the punch enters the material, it gets smaller the deeper it penetrates. This punch construction makes it easier for the punch to pull out because the material does not drag along the entire length of the tooling, as it would if the punch were straight.
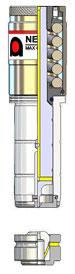
Figure 3: A general rule when punching holes on a turret punch press is that the hole size should be equal to or greater than the material thickness. However, advances in punch design have challenged this thinking. New tool designs can punch a hole size as much as 56 percent of the material thickness. This development eliminates the need for some secondary processes, such as the drilling of small holes. Photo courtesy of Amada America Inc.
A right angle is the wrong angle to take concerning the correct shape for tooling used to punch thick material.
“A standard thin processing approach oftentimes calls for using tools with a lot of right angles—square, rectangle, and triangle tools,” TRUMPF’s Peterhansel said. “Now [with] those sharp points, because the tool steel is a high-grade steel, everything works just fine with thinner materials. Once you start to go up in the higher tonnages required for thicker materials, those areas are points that wear faster.”
The advice is straightforward: Fabricators working with thicker material must ensure the punch has a radius shape on its end.
“Rooftops are important. Also, if you put a 0.030 radius on your corners of squares and rectangles, that would help dramatically to increase the tool life between sharpenings and prevent the corners from breaking down as fast,” Amada’s Bowerman said.
Conventional tool steels used to manufacture punch tooling can perform effectively on 0.25-in. material. A step up is premium powder metallurgy tooling.
In the powder metallurgy process, molten metal is passed through an atomizing nozzle with fast-moving inert gas that turns the molten metal into small droplets, which are then collected in a forging capsule. The droplets are exposed to increasing temperatures and pressure within the capsule, and a 100 percent dense ingot with no internal voids is created.
“Powdered metals have been around for a long time, but they have become much more mainstream. The prices have come down, and we are able to offer powdered metals at a much more affordable price,” Wilson Tool’s Shuldes said. “In the past a person would have to trade off. Did they want a tool that was impact-resistant, or did they want one that had real good edge life? Powdered metals give you both.”
The higher cost of premium tooling may discourage some fabricators, Shuldes added, because shop management may be concerned about whether machine operators will take care of the more expensive tooling. Powder metallurgy tooling can crash just like conventional tooling.
In the end, the fabricator needs to feel comfortable in knowing that more expensive tooling will work effectively with thick material and deliver savings through reduced downtime linked to longer performance life.
By specifying a coating for punch tooling, the fabricator gets a layer of protection added to the tooling surface. The question is whether the added expense is worth it.
For example, punching thick metal such as copper is a very different experience compared to punching mild steel. The copper is very gummy and wants to stick to the punches aggressively. Coated tooling (see Figure 2) makes it harder for the soft metal to adhere to the retracting punch surface.
Lowry encouraged fabricators to find out for themselves if coated tooling makes sense for their applications.
“They have hit counters on their machines. They can zero out the hit counter when they put a new tool in that’s uncoated and run it until it needs to be sharpened. Then they write down that number, and they can do the same thing with a coated tool,” he said.
When a fabricator begins punching thick material, the shop can’t adhere to the same sharpening schedule it used for thinner material. Punching thicker material means higher wear rates for the tooling. If a fabricator tries to get an extra 1,000 or 10,000 hits out of a punch before sharpening it, he runs the risk of producing parts that will be suitable only for the scrap bin.
“Because the rate of wear increases as the punch becomes dull, sharpening more frequently ultimately increases the tool’s life,” Shuldes said.
Adjusting that sharpening schedule to accommodate the punching of 0.25-in. material and adhering to it can lead to less downtime and better parts.
Punching thin and thick materials on the same punch press doesn’t have to be a dangerous proposition if a metal fabricating operation can decide which tooling makes the most sense for the mix of products to be punched and is willing to alter its approach in the way it operates the punching machine. Preparation and vigilance make for powerful allies in the pursuit of punching machine uptime.
Of course, punch tooling technology for thick material continues to advance (see Figure 3). Some examples are delivery of lubricant through the tool, guides designed to prevent tip deflection, and even vacuums that operate through the die to pull out slugs. Those types of advancements can make the transition to punching thicker materials a little more stress-free.
For all of the responsibilities on a fabricator’s plate, any type of help is welcome.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





