















6 steps to successful brazing
Why using correct procedures is important
A brazed joint basically can "make itself"—capillary action, more than operator skill, ensures filler metal distribution into the joint.
A brazed joint basically can "make itself"—capillary action, more than operator skill, ensures filler metal distribution into the joint.
The real skill lies in the design and engineering of the joint, but even a properly designed joint can turn out badly if you don't follow proper brazing procedures. These procedures boil down to six straightforward steps. Although they're generally simple to perform, none should be omitted.
Step 1: Ensure good fit and proper clearances.
Brazing uses capillary action to distribute molten filler metal between the surfaces of the base metals. So when you're brazing, maintain a clearance between the base metals to allow capillary action to work most effectively. In almost all cases, this means a close clearance. Optimal clearance or joint gap for most filler metals is 0.0015 inch, but typical clearances range from 0.001 to 0.005 in.
In everyday brazing, clearances don't have to be overly precise to obtain a sufficiently strong joint. Capillary action operates over a range of clearances, so you have a certain amount of leeway. In everyday shop practice, an easy slip fit typically will produce an adequate brazed joint between two tubular parts. Keep in mind that generally, as the clearance increases, joint strength decreases. Capillary action stops around 0.012 in. If you're joining two flat parts, you can rest one on top of the other. The metal-to-metal contact is all the clearance you'll usually need, because the average mill finish of metals provides enough surface roughness to create capillary paths for the flow of molten filler metal. Highly polished surfaces, on the other hand, tend to restrict filler metal flow.
When you're planning your joint clearances, remember that brazed joints are made at brazing temperatures, not at room temperature. Take into account the coefficient of thermal expansion of the metals being joined, particularly with tubular assemblies in which dissimilar metals are joined.
How much allowance you should make for expansion and contraction depends on the nature and sizes of the metals being joined and the configuration of the joint. Although many variables are involved in pinpointing exact clearance tolerances for each situation, keep in mind this principle: Different metals expand at different rates when heated.
For more information on fit-up, visit www.lucasmilhaupt.com.
Step 2: Clean the metals before brazing.
Capillary action works properly only with clean metal surfaces. If they're coated with oil, grease, rust, scale, or dirt, you must remove these contaminants or they'll form a barrier between the base metal surfaces and the brazing materials.
Cleaning metal parts seldom is complicated, but you have to do it in the right sequence. Oil and grease should be removed first, because an acid pickle solution aimed to remove rust and scale won't work on a greasy surface. Start by getting rid of oil and grease. In most cases you can do this either by dipping the parts into a suitable degreasing solvent, by vapor degreasing, or by alkaline or aqueous cleaning. If the metal surfaces are coated with oxide or scale, you can remove those contaminants chemically or mechanically. For chemical removal, use an acid pickle treatment. Make sure that the chemicals are compatible with the base metals being cleaned and that no acid traces remain in crevices or blind holes. Mechanical removal calls for abrasive cleaning.
Particularly in repair brazing, where parts may be very dirty or heavily rusted, you can speed the cleaning process by using an emery cloth, grinding wheel, or file or grit blast, followed by a rinsing operation. Once the parts are thoroughly clean, flux and braze them as soon as possible to reduce the chance for recontamination of surfaces by factory dust or body oils deposited through handling.
Note that certain cleaning mediums will leave a residue and embed in the surface, making it unwettable.
Step 3: Flux the parts.
Flux is a chemical compound applied to the joint surfaces before brazing. Its use, with a few exceptions, is essential in the atmospheric brazing process. This is because heating a metal surface accelerates oxide formation, the result of a chemical reaction between the hot metal and oxygen in the air. If you don't prevent these oxides from forming, they'll inhibit the brazing filler metal from wetting and bonding to the surfaces.
A coating of flux on the joint area shields the surfaces from the air, preventing oxide formation. It also dissolves and absorbs any oxides that form during heating or that were not removed completely in the cleaning process.
You can apply flux in any way to the joint as long as you cover the joint surfaces completely. Flux conventionally is made in a paste, so it's usually most convenient to brush it on. But as production quantities increase, it may be more efficient to apply the flux by dipping: dispensing a premeasured deposit of high-viscosity flux from an applicator gun.
Typically, you apply flux just before brazing if possible so it has the least amount of time to dry out and flake off or get knocked off the parts in handling. Choose a flux that's formulated for the specific metals, temperatures, and conditions of your brazing application.
Step 4: Assemble for brazing.
Once your parts are cleaned and fluxed, hold them in position for brazing. Be sure they remain in correct alignment during the heating and cooling cycles so that capillary action can do its job. If the shape and weight of the parts permit, the simplest way to hold them together is by gravity.
You also can aid gravity by adding extra weight as long as you don't add too much. If you add too much weight, your clearances may not be maintained, and the brazing filler metal may be forced out of the joint area. Also remember that adding weight to the parts increases their mass, and that will increase the time required to raise the parts to the brazing temperature.
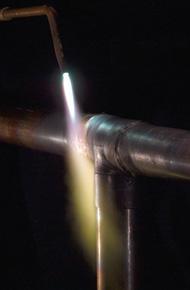
Step 5: Braze the assembly.
The actual brazing involves heating the assembly to brazing temperature and flowing the filler metal through the joint. Be sure when you're heating an assembly to brazing temperature that you don't heat it to the base materials' melting point.
First, the heating process: In brazing, apply heat broadly to the base metals. If you're brazing a small assembly, you may heat the entire assembly to the flow point of the brazing filler metal. If you're brazing a large assembly, heat a broad area around the joint. A hand-held torch most commonly is used to braze a single assembly. A variety of fuels—natural gas, acetylene, propane, propylene—can be combusted with either oxygen or air. Keep in mind that both metals in the assembly should be heated as uniformly as possible so they reach brazing temperature at the same time. Keep the torch moving at all times, and do not heat the braze area directly.
To prevent uneven heating, watch the flux. If its appearance changes uniformly, the parts are being heated evenly.
Once you've heated the assembly to brazing temperature, you're ready to deposit the filler metal. In manual brazing, carefully hold the rod or wire against the joint area. The heated assembly will melt off a portion of the filler metal, which will be drawn instantly by capillary action throughout the entire joint area. You may want to add some flux to the end of the filler metal rod—about 2 to 3 inches—to improve the flow. You can add flux either by brushing it on or dipping the rod in flux. On larger parts that require longer heating time, or if the flux has become saturated with oxide, adding fresh flux on the filler metal will help improve the flow and penetration of the filler metal into the joint area.
Be cautious: Molten brazing filler metal tends to flow toward areas of higher temperature. In the heated assembly, the outer base metal surfaces may be slightly hotter than the interior joint surfaces. Take care to deposit the filler metal immediately adjacent the joint. If you deposit it away from the joint, it will tend to plate over the hot surfaces rather than flow into the joint. It's also best to heat the side of the assembly opposite the point where you are feeding the filler metal. The filler metal will have a tendency to follow where the heat is most intense.
Step 6: Clean the brazed joint.
After you braze the assembly, clean it. Because most brazing fluxes are corrosive, cleaning is essential. Cleaning usually is a two-step operation:
- Remove the flux residues.
- Remove any oxide scale formed during the brazing process by pickling.
Because most brazing fluxes are water-soluble, you can remove residues by quenching the assembly in hot water (120 degrees F or hotter). Immerse the assembly while it's still hot, but make sure that the filler metal has solidified completely before quenching. The glasslike flux residues usually will crack and flake off. If they're a little stubborn, brush them lightly with a wire brush while the assembly is still in the hot water.
You may have trouble removing flux if you haven't used enough to begin with, or if you overheated the parts during brazing. Then the flux becomes totally saturated with oxides, usually turning green or black. In this case, the flux has to be removed by a mild acid solution.
After you've gotten rid of the flux, use a pickling solution to remove any oxides that remain on areas that were unprotected by flux during the brazing process. Generally, the best pickle to use will be recommended by the manufacturer of the brazing materials you're using.
Gary DeVries is market analyst and Creed Darling is brazing applications engineer for Lucas-Milhaupt Inc., 5656 S. Pennsylvania Ave., Cudahy, WI 53110, 414-769-6000, fax 414-769-1093, www.lucasmilhaupt.com.
About the Authors
About the Publication
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
How welders can stay safe during grinding
