















Contributing Writer
 |
Tube fabricators use a variety of methods—sawing, lathe cutting, rotary cutting, supported shear cutting, dual-blade shear cutting, and laser cutting—to cut tubing from mill lengths into shorter pieces for use in final fabrication. No single method is optimal for cutting the broad range of tubular materials and tubular shapes produced by this industry.
In addition, the expansive growth in tubing-related products has required fabricators to increase production and automate cutting operations.
Which type of tube cutting machinery to use for an operation depends on the tube requirements:
Sawing is one of the most versatile and widely adapted methods for cutting tubing. Each sawing application is unique, but, generally, sawing is suitable for low-volume production.
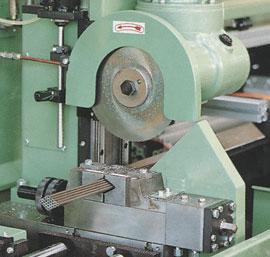 |
| Figure 1 A single-head cold saw usually cuts one tube at a time; however, it can cut a bundle of small-diameter tubing at once. |
The most important consideration in sawing is applying the correct blade to the tube to be cut. In all sawing applications, the number of teeth required on the blade is based on the number of teeth that contact the tube on the maximum arc of the cut. Having too few teeth contacting the tube limits production rates and causes vibration. Having too many teeth contacting the tube causes chips to become clogged in the teeth, perhaps causing the teeth or the blade to break.
Two types of sawing machines are used—the cold saw and the band saw.
In principle, cold sawing is the same as turning and milling. Metal is removed by shearing with positive rakes. The basic blade design for cold sawing is a common tooth shape, but others also are used. On thick-walled tubing, specialized bevels are used to break the chip. The cutting zone is cooled to minimize saw tooth softening by lubricating it with soluble oil emulsions or synthetic oil directly in the cutting zone. Flood systems can be used to deliver large quantities of coolant, needed for heavy-wall applications.
The cold sawing process has been adapted to a variety of machines, with varying levels of production capability. A single-head cold saw cuts one tube at a time, although it can cut a bundle of small diameter tubing at once (see Figure 1). Multihead sawing machines can have up to 12 saw heads and cut tubing into multiple pieces (see Figure 2).
Cold sawing advantages:
 |
| Figure 2 Multihead cold sawing machines can have up to 12 saw heads and cut tubing into multiple pieces. |
Cold sawing disadvantages:
Band sawing is suitable for cutting entire bundles of tubing into shorter lengths. It can cut a large bundle, up to 40 by 40 in., of large, heavy-walled square and rectangular tubes into sections. No other method is able to do this as efficiently. However, the tubes have a tendency to drift during bundle-cutting, causing an out-of-square cut. Round tubes may spin during the cutting cycle, so it may be necessary to tack-weld one end of the bundle to prevent the tubes from shifting and spinning. This can be time-consuming and wasteful.
Band sawing has limited usefulness in cutting a single tube, although some special single-head band saws can miter-cut single tubes. It is most suitable for cutting diameters greater than 5 in. OD and heavy-walled sections.
Band sawing advantages:
Band sawing disadvantages:
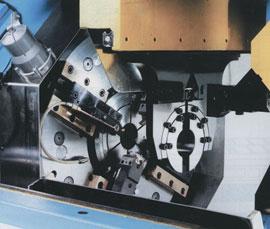 |
| Figure 3 This lathe cutting machine spins a rotary cutting head around a stationary tube. It can cut the part and then perform internal and external chamfering on it. |
Two types of lathe cutting have been adapted for tube cutting. The standard lathe has been used for many decades. A tube is fed through a chuck-type clamping mechanism, the tube is rotated, and cutting tools (inserts) mounted on slide mechanisms part the tubing.
Because the tube rotates, its length cannot exceed 20 ft. This length limitation can slow production rates.
Another lathe type (rotary lathe) spins a rotary cutting head around a stationary tube (see Figure 3). Up to four cutting tools can be mounted on the rotary head. This type of machine can cut the part and perform internal and external chamfering on it. Optional adapters allow internal and external chamfering on the back side of each part.
Lathe cutting's only application is on round tubes. Typically, it is used to cut high-strength, heavy-walled tubes for components such as bearing liners (52100 steel) and air bag canisters and exotic materials such as titanium and INCOLOY® alloys for components such as automotive axles.
Lathe cutting advantages:
Lathe cutting disadvantages:
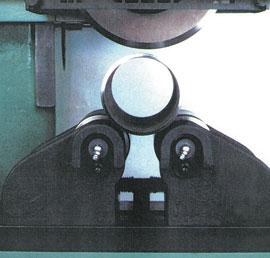 |
| Figure 4 The tube is held in position on backup rollers while a rotary cutting blade (wheel) rotates as it cuts into the tube. |
Rotary tube cutting has been used in the industry for more than 50 years. Initially it was used in the aluminum tubing industry to cut air-conditioning tubing. As the technology has advanced, its use has expanded to all types of materials and products.
Rotary tube cutting involves parting off round tubing using a cutting blade that rotates around the tube diameter (see Figure 4). The tube is held in position on backup rollers while the rotary cutting blade (wheel) rotates as it cuts into the tube.
Because no kerf or chips are produced by this method, there is no material loss. Instead, the tube material is displaced—pushed toward the face of each side of the cutting blade. This is why a slight angle is produced at the cut end of the tube. Some material is pushed to the tube's ID and a slight amount to the OD, creating a slight bulge on the tube's cut end.
This method is suitable for cutting straight sections of 20- to 25-ft. tubing, or for cutting a coil of tubing, which can be uncoiled and straightened during the cutting process.
The main applications for the rotary method are fabricating aluminum automotive air-conditioning lines, steel automotive fluid transfer lines, copper HVAC components, and, to some extent, general carbon steel components.
The traditional rotary cutting machine tends to distort the tube ID. Technology improvements have been developed to try to improve the cut quality and reduce ID distortion.
Rotary cutting advantages:
Rotary cutting disadvantages:
 |
| Figure 5 The material is sheared between the stationary tooling section and the movable tooling section, similar to the cutting action of scissors. |
The supported shear cutting method was developed in the U.S. more than 50 years ago. A supported shear cutting machine is equipped with two sections of tooling—one stationary and one movable. Each tooling section contains an internal punch and an external die. The stationary tooling section supports the tubing's hollow interior with an internal punch and supports the exterior with a close-fitting external die (see Figure 5).
The shearing sequence begins when a mill length of tubing stock is loaded onto the machine through the external dies of both tooling sections and over both internal punches. A pusher advances the tubing to an adjustable stop finger located behind the movable tooling. The stop finger is adjusted to the cut length. When the tubing hits a stop mechanism or a preprogrammed length, the shearing cycle begins. The material is sheared between the stationary tooling section and the movable tooling section, similar to the cutting action of scissors.
On some equipment, the movable section moves vertically first and then moves horizontally. On others, the movable section performs an elliptical loop to complete the cut.
At the end of the cutting cycle, the movable section returns to a fixed position, concentric with the stationary section, and the next tube to be cut is advanced. This ejects the cut segment and the process is repeated.
Supported shear cutting advantages:
Supported shear cutting disadvantages:
Blade shearing of tubing has been used for more than 75 years. Dual-blade shear cutting succeeds single-blade shear technology. Dual-blade was developed to eliminate the dimple that typically results on the tube end during single-blade shear cutting.
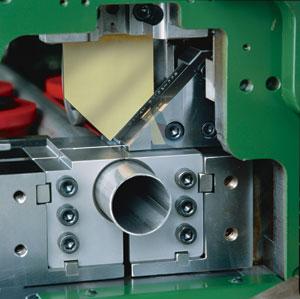
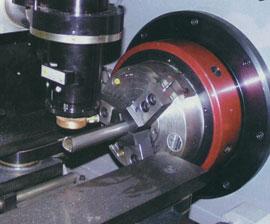
With this method, the tubing is held in clamping dies. A horizontal blade makes an initial scarfing cut through a portion of the tube wall so that the vertical blade encounters less resistance and pierces the tube wall without dimpling (see introductory photo).
It is most suitable for carbon steels and alloy steels, including ferritic stainless steels.
Each tube diameter requires its own set of clamping dies. The clamping dies are hardened and ground to precise tolerances. They are relatively inexpensive and can be resharpened for use for up to 3 million cuts. Four clamping die sections are assembled into two sections, allowing them to open and close to feed and clamp the tubing and to provide clearance for the horizontal and vertical blades.
During the cutting process, the horizontal blade removes only a small amount of material, but this is necessary to create the notched area for the vertical blade to enter. The initial penetration of the vertical blade directs the slug to the inside of the tube. This slug folds in under the blade and is pushed through the bottom of the tube.
Depending on wall thickness and diameter, the end cut may have some burr and sharp edges.
Dual-blade shear cutting advantages:
Dual-blade shear cutting disadvantages:
 |
| Figure 6 The material is sheared between the stationary tooling section and the movable tooling section, similar to the cutting action of scissors. |
The first working lasers were developed in 1960. By 1969 industrial lasers had been applied to a variety of welding and cutting operations. Laser cutting technology uses a power source that generates a beam of electromagnetic (EM) radiation. The beam has a specific wavelength, and these wavelengths are uniform, parallel, and in phase with each other (see Figure 6).
The two most widely used laser systems are the carbon dioxide (CO2) and the neodymium suspended in a yttrium aluminum garnet crystal (Nd:YAG).
Lasers are used most often to cut complex tubing parts that require multiple successive procedures such as drilling, punching, milling, sawing, and deburring. Laser cutting enables the complete processing of a part in one operation, on a single machine, using a single tool. Successive secondary operations can be eliminated. Laser cutting is not an efficient method to produce one type of profile, such as only square tubes.
In addition, laser cutting is well-suited for on-demand and small-batch production and when many modifications are needed.
Laser cutting advantages:
Laser cutting disadvantages:
Blades. The continuing development of saw blade technology is expanding applications for sawing. Many saw, shear, and rotary blades are being constructed of high-strength steels. Some are coated to extend blade life, to maintain hardness, and to resist softening from the heat generated during the sawing process. In some applications, blades are carbide-tipped to improve performance.
Automation. Today's high-production demands and the need for higher-quality parts have led to a trend toward more automation. It may not be cost-effective anymore to cut parts on one machine and manually transfer them to a secondary operation. Automated material handling equipment handles tubing at high speeds, automatically loads tubing into cutting or secondary operations, and stacks the tubing into bins or bundles.
Servos. New supported shear cutting machines load tubing into the cutoff machine with a servomotor in a gripper assembly.
Integration. Inline automation has been developed to integrate cutoff machines with secondary operations such as wire-brush deburring and end finishing. With integrated systems, production speeds of more than 5,000 finished tubular parts per hour are possible.
Alec Banish is vice president sales and marketing, Haven Mfg. Corp., 370 Sterling Industrial Park, Brunswick, GA 31525-3938, 912-265-7536, fax 912-264-9001, abanish@havencut.com, www.havencut.com.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





