















Contributing Writer
 |
Harris Thermal Transfer Products, Newberg, Oregon, is an American Society of Mechanical Engineers (ASME)-code shop that focuses mainly on the production of shell and tube heat exchangers. As an ASME-code shop, it carries three stamps (U, R, and PP) for building and servicing pressure vessels.
The company primarily uses the U stamp, which applies to the unfired pressure vessels typically found in industrial processing plants for condensing or evaporating materials to cause chemical changes. The R stamp signifies the holder has the expertise to repair those types of vessels, as well as boilers. The PP stamp represents the knowledge necessary to manufacture and repair piping coming directly from a boiler.
Most of Harris' clients are in the chemical processing, petrochemical, food processing, and pulp and paper industries. The pressure vessels the company manufactures have diameters ranging from 3 to 18 feet, usually are between 40 and 85 feet long, and weigh from 20,000 to 175,000 pounds.
The tubing may carry gaseous, liquid, or pasty media. Fry oil heaters carry oil; propane chillers convert gas to liquid; water is heated to steam in steam generators; and asphalt heaters liquefy tar. In manufacturing these pressure vessels, the company is likely to use any of the construction methods described in Figure 1.
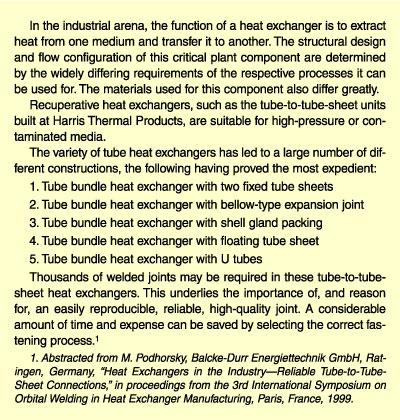 |
| Figure 1 |
Six years ago, Harris converted to automated orbital welding from hand welding tubes to tube sheets. The need for increased production and customer demand for increasingly higher quality dictated this change.
The company selected orbital welding equipment from Astro Arc Polysoude. Orbital welding allows the company to weld inside and outside a tube and run a fillet weld around an outside edge of a tube, which was needed to meet certain customer requirements.
Tube fastening, as done at Harris, must meet stringent requirements. It must be tight, it must be in a position to direct tube forces caused by internal pressure or thermal expansion, and it must be corrosion-resistant.
To ensure that these requirements are met, tube welding preparation includes a thorough cleaning of the tube hole and end to rid them of all contaminants, such as oil, mill scale, and grinding dust. Various cleaning methods are used, including steam cleaning, wire brushing, grinding, or washing with acetone or denatured alcohol.
While its products have varied during the years, the company now works mostly with 1-inch-diameter, 16-gauge stainless tubes welded into 2-1/4-inch-thick stainless steel tube sheets. Each of the tube-to-tube-sheet units in the current series is 14 feet in diameter and has 16,000 tubes attached.
The fusion welding on each of these heat exchanger components requires 32,000 welds on a triangular pitch between hole centers of 1.25 inch, with the X-Y pitch dimensions being 0.625 and 1.082 inch, respectively. Accomplishing this task takes seven to eight weeks, 24 hours a day.
Typically, Harris uses an industrial pure-argon gas for both welding and backpurging. During a seven-week period, this fusion welding can amount to as many as 20 welds per hour. This high volume of welds is accomplished by one welder operating more than one automatic welding machine.
Each machine's sequence is started individually, and then the operator returns to the first weld head and starts the sequence again. In this way, a number of tubes can be welded at the same time. The finished weld joint between the tube and the tube sheet is flush and exhibits uniform quality through the tube field, as required for a particular customer's process.
The style of the tube-to-tube-sheet welds (flush, protruding, or recessed) is dictated either by code design requirements or by the customer. They currently are flush at Harris, but the company previously had a series of units that consisted of fillet welding on the outside of the tube.
That project, which involved building units used for resin-making in plywood and chipboard manufacturing, comprised thick 6-molybdenum material tubes and tube sheet. The 2-inch-diameter tubes had a 0.120-inch-thick wall with a 3/16-inch fillet of 9-molybdenum weld wire around the outside.
To execute the weld, the welders used a wire feed assembly the shop purchased as an optional accessory to its power source. The assembly is a separate unit that can be attached when needed. Most of the high-production welding the company now does is for formaldehyde reactors supplied to five different chemical industry customers.
Automating the welding process also has allowed the company to work on a petroleum propane chiller project for a major oil refinery, which involved welding 3,310 SA-334-GR6 seamless tubes specially coated and supplied for the job. The tubes were 3/4 inch diameter with 0.049-inch-thick walls.
The company was able to meet the project's required uniformity of weld conformation and metallurgy. Automating what was once a labor-intensive welding process has worked well for the company, which deals with customers all over the world, and has allowed it to compete domestically and abroad in the shell and tube market.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





