















Senior Editor

Figure 1: Today’s high-density plasma systems can cut quickly through thick plate, and certain technologies have made the initial pierce less of a challenge. Photo courtesy of ESAB Welding & Cutting Products.
Photographers love rooster tails—that splash of molten metal produced as a plasma torch moves and pierces through plate. All those sparks make for some eye-popping graphics, great for annual reports. For a fab shop supervisor, though, that photogenic shower of molten metal represents an unfortunate but necessary waste.
Until the arc penetrates the plate bottom, molten metal needs somewhere to go. Metal spattering up and around the pierce area can make a costly mess. Then there’s the issue of double arcing. The typical arc path goes from the electrode to the workpiece. But with double arcing, the arc path goes from the electrode to the nozzle and then to the workpiece, which can damage consumables. Spatter on the front end of the torch can precipitate this double arcing. Not least, excess spatter can build up on the torch and prematurely destroy consumables.
Piercing strategies combat this (see Figures 1 and 2). Modern plasma systems can effectively pierce plate 2 in. thick or even more. As thickness increases, though, it’s hard to avoid physics. What molten metal goes up must come down.
Edge starts can be ideal in many cases (see Figure 3) but aren’t always possible or preferable. Cutting from the plate’s edge to a part outside diameter (OD) in the nest can create a lot of scrap. If the torch must cut holes and other part inside diameters (IDs), the plasma has no choice but to pierce head-on (see Figure 3).
At the beginning of the pierce, all the plasma energy concentrates on the surface, but as the pierce deepens, plasma energy spreads over a wider area. “As you go deeper, you form sides to the pierce hole,” said Stephen Liebold, plasma process engineer at Hanover, N.H.-based Hypertherm. “So now the energy not only is being directed down, but also toward the sides of the hole. This causes the process to melt more metal and widen the hole at the top.”
High gas flow rates may help blow molten metal up and out of the pierce hole. And during carbon steel cutting, oxygen shielding reacts with the superheated metal. Although this accelerates the pierce, it also enlarges the pierce hole.
“This is assuming you’re doing everything above water,” said Robbie Smallwood, plasma process engineer at ESAB Welding & Cutting Products, Florence, S.C. “When piercing thick carbon steel underwater, the pierce spatter will solidify faster and build up to a higher level on top of the plate. Oxygen assist will not be as effective.”
Stainless steel and nonferrous alloys like aluminum make oxygen shielding ineffective, of course. This means that the torch must pierce just by melting and blowing away the metal.
To that end, fabricators can use several techniques to attain an efficient pierce through thick plate, be it of carbon steel, stainless steel, aluminum, or other materials. All attempt to minimize that photogenic cutting waste.
A traditional travel, or creep-in, pierce controls the flow of that blown-back molten metal, creating those familiar rooster tails that direct metal away from the plasma torch. “You start essentially in a gouge,” Liebold said. The torch is set in motion at a fast gouge speed and then slows to a creep speed as it travels for several inches before penetrating through. This helps control where that molten spatter goes.
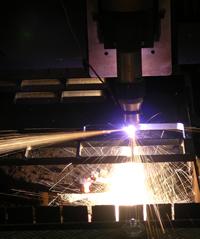
Figure 2: During the cut, molten metal evacuates downward. During the pierce, of course, molten metal has nowhere to go but up. Photo courtesy of Thermadyne Industries.
“This allows you to ease into the cut,” Smallwood said, “and lets the molten material go behind the direction of the pierce. You’re deflecting molten material in a certain direction, and it can be controllable through programming.” He added that today, lifters can raise the torch to a specific pierce height and then descend to the cutting height, which helps minimize the creep distance. “This allows the lead-in length to be equal to or less than the thickness of the plate in most cases.”
Such lead-ins can increase material scrap, an expensive proposition when dealing with thick material, particularly stainless steel plate. They also present an obvious problem with small-diameter holes. “If a hole has a 2-in. diameter, there’s not much room inside the hole to travel,” said Dirk Ott, vice president of global plasma automation at Thermadyne Industries, St. Louis, Mo.
If a nest requires OD cutting of numerous small parts, chain cutting may be one strategy that makes sense. Here, the torch pierces and then cuts many small profiles in a single path, avoiding the need to pierce more than once.
Another strategy, pre-piercing, works well with nests of many small profiles, especially those with ID cuts. The plasma machine program performs all the pierces. It then stops so the operator can clean the spatter and sometimes switch out the consumables. After this the program lowers the torch and commences cutting, using an edge start at the pre-pierced holes. “Nesting software programs the pre-pierce sequence to fit the [application] requirements,” Smallwood said.
Plasma arc cutting uses constant-current, DC power sources, which can supply output current at any voltage up to the system’s maximum operating voltage for the selected current. As the torch rises and the arc length increases, the arc voltage increases until a critical point, approaching the system’s maximum operating voltage, before current begins to fold back. “At some point the power source can’t supply enough voltage to support the arc, so the arc will just snap out,” said Jackie Winn, research and development manager at Kaliburn Inc., Ladson, S.C.
The power supply itself must have enough reserve on the arc voltage to withstand the increased standoff distance and arc length, added Ott. “When you’re so high above the plate, you minimize the spatter on the torch.”
Modern power sources offer high maximum operating voltages, allowing very high standoff distances between the plate and torch. The arc initially transfers to the metal at a preset height. After the arc transfer, high-speed lifters raise the torch to a higher pierce height. Power supplies that can achieve higher arc voltages at the required current can maintain the arc at the pierce height for the duration of the pierce time.
“Once the pierce is over and motion is initiated, [the torch] will drop to the cut height,” said Winn, adding that at this point automatic voltage control can take over, which monitors the arc voltage to control the torch standoff distance during the cut.
Liebold added that a high maximum operating voltage provides some flexibility when it comes to pierce times. That’s because having sufficient voltage available means the arc energy doesn’t dwindle significantly if the plasma dwells momentarily in an open hole, because it can maintain current even with a long arc length. A cut chart might assign a five-second pierce for a certain metal thickness, but a setup with new consumables might penetrate the plate in less than half the time. After several arc-on hours, though, consumables wear and pierce times increase. Setting a consistent, albeit longer, pierce time helps ensure complete penetration regardless of how used the consumables are.
To combat blowback, some use a more pointed torch tip angle. “With a longer, more slender front end on the torch, you may not get as much slag actually hitting the torch surface,” Winn said.
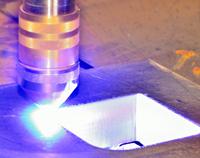
Figure 3: An edge start, shown here starting from a previously cut section, can be ideal for thick plate. Photo courtesy of ESAB Welding & Cutting Products.
Torches also can have water-cooled shield cups. This means that instead of remaining on the torch, spatter hits the cooled torch and quickly solidifies before it has a chance to attach. “The [cooled spatter] tends to flake off easier,” Liebold said.
“You keep the [torch shield] metal as cooled as possible,” Ott said, “because when it becomes hot, the spatter sticks to the shield cup.”
Ott added that some heavy fabricators have used integrated systems in which an extra nozzle positioned near the torch blows oxygen during the pierce. “The idea is to blow the molten material away from the torch.”
An ineffective piercing strategy can lead to a stagnated or stalled pierce—a crucible-like molten pool of metal at the bottom of the pierce hole. The plasma energy heats and reheats the soup, but not the unmelted metal underneath.
A stationary pierce from a power source with sufficient energy can overcome this, even at a high standoff. If necessary, a technician may program a long travel pierce. But in rare cases, even the travel pierce might not be suitable. Certain material may be so expensive that any time spent reducing scrap from pierce lead-ins is time well spent.
As Liebold explained, in these cases, the plasma system can perform a double pierce. The plasma arc first pierces the metal thickness partway. The arc then stops, leaving a blind hole. The operator scrapes spatter from the plate surface and then repositions the torch so that the arc will pierce about 0.25 in. away from the pierce hole’s sidewall. This allows room for the gases and molten metal to blow down and up the opposite sidewall of the blind pierce hole, until the arc penetrates the plate bottom.
The technician must weigh various factors to determine the most cost-effective piercing strategy. Still, as sources explained, plasma’s speed and precision have made it a process of choice even for extremely thick plate. Today’s high-density systems can produce tight-tolerance cuts quickly and effectively. One of the most challenging elements, in fact, is simply piercing through.

Figure 4: The travel pierce isn’t an option for small-diameter holes. Photo courtesy of Hypertherm Inc.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





