















Contributing Writer
 |
Forty years ago no one would have thought it possible to cut plate steel with focused light. Over time it has not only become possible but common in manufacturing operations. However, making this science fiction into fact wasn't enough, and industrial lasers continue to evolve at an amazing rate.
Job shops and OEMs now are commonly purchasing laser cutting machines. And as more of these lasers make their way onto the shop floor, more demands are put on the companies that make them because of the challenges these manufacturing segments are facing.
Although OEMs and job shops compete in different markets and face different challenges, both types of fabricators are using more lasers.
Job Shops. Whether due to the faltering economy or a natural progression, fabrication job shops are faced with problems. Jeff Hahn, applications and technical product manager for Mitsubishi's laser division, calls "attaining bottom-line growth in competitive markets and facing falling hourly rates."
According to Glenn Berkhahn, vice president of Mazak Nissho Iwai, "The challenge within the job shop arena in many respects today is survival. The challenge is that the hourly rate is being reduced significantly. And the amount of work available is reduced, especially in the current economic situation. So, at the same time fabricators are faced with a shrinking marketplace and shrinking sales and associated profits."
Rick Kosmala, marketing manager of laser systems with W.A. Whitney, agrees, saying, "The biggest challenge facing job shops today is increased competition. Over the last five years U.S. job shops have purchased thousands of laser cutting machines. As a result, job shop revenues have fallen because of increased price competition."
To be successful in the current economy, Dan Robinson, laser product group manager for TRUMPF, said "fabricators must differentiate themselves from their competitors by offering more capable fabrication machines and processes; better order turnaround via faster engineering, setup, and manufacturing time; and more cost-effective manufacturing."
OEMs."The challenges for a non-job shop that either has its own product or is an OEM subcontractor are a little different," said Berkhahn. "They have to just purely drive their costs down and increase the variety of different designs coming through the factory in order to open up new marketplaces. Their challenge is how to reduce total cost per part."
"A challenge facing OEMs is to become more efficient using fewer resources, thus reducing overall manufacturing costs," Kosmala explained.
The need for fabricators to differentiate themselves from the competition is driving technology advancements.
"To combat the price competition, job shops need to find a niche where they can be competitive," said Kosmala.
Richard Neff, manager of laser products for Cincinnati Incorporated, said, "Our company builds three lines of lasers. Each laser is designed to have unique capabilities. It is important to properly apply the laser to make sure that you have the laser that gives you the best edge in your marketplace."
Three areas that seem to meet the niche need that are being addressed by laser manufacturers are nonflat work, plate cutting, and alternative materials processing.
Tube, Structural, and Nonflat Work. Several companies offer laser systems that cut contoured parts, tubular structures, and even structural materials, such as I beams (see Figure 1).
Erik Nieves, manager of Motoman Inc.'s technology advancement group, said the company eliminated its patented two-axis trepanning cutting heads because their bulk precluded their use in many highly contoured, 3-D cutting applications.
Berkhahn said, "We are offering equipment that allows fabricators to differentiate themselves by expanding their laser capabilities into more profitable multiaxis pipe and structural applications. "For structural, we have software which allows programming a variety of shapes, bevels, compound angles," he added. "This capability will not only allow fabricators to make, in one operation, something that would take several operations to do, but it also lets them add value to those products."
We offer a rotary axis that processes round or shaped tubes. A large Z-axis combined with a capacitive height sensing system in the cutting head provides the ability to easily process preformed parts without special fixtures," said John Quigley, vice president of Strippit/LVD's laser division.
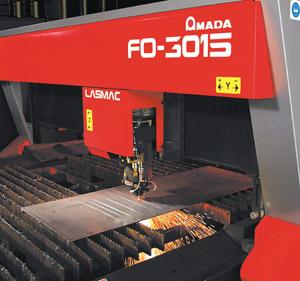
Thicker Plate. Another way laser manufacturers are helping companies develop a niche is to offer higher-power plate processing lasers (see Figure 2). A number of companies are producing 5- and even 6-kW lasers designed for cutting applications.
"Laser manufacturers continue to design and build systems that address the challenges of fabricators and niche market needs," said Quigley, "For instance, we have recognized a need for large-plate fabrication and have addressed this market by manufacturing lasers with larger table sizes—up to 12 meters long—and higher power sources—up to 6 kW.
Kosmala said, "Five years ago a 2-kW laser was the norm; today 4 kW is the norm. Whitney has taken it a step farther by introducing 6-kW lasers to the market.
"Until recently 6-kW lasers were considered only for welding, cladding, and heat-treating applications because the beam mode was not acceptable for laser cutting," he added. "With improvements in laser technologies, fabricators can now successfully cut up to 1 1/4-inch material and process the entire material range much faster."
Robinson said TRUMPF has two new laser systems that can rapidly process inch-thick plate, but he also explained that the key to productivity isn't just more powerful lasers. "New techniques can be just as important as new machine technology when you are looking to increase productivity," he said. "The new techniques we are pioneering include air-assisted cutting and laser plasma cutting, which are used by both of these machines.
"Compressed air, or shop air, can be used as an inexpensive assist gas for laser cutting of thin-gauge material up to 0.080 in.," he explained. "It can be used to cut steel, stainless steel, galvanized steel, aluminum, and titanium. With 80 percent nitrogen and 20 percent oxygen, air-assisted cutting does not suffer from the same cut-speed-limiting thermal effects as pure oxygen-assisted cutting. Air-assisted cutting offers greater feed rates than that of nitrogen cutting. Accordingly, the edge finish resulting from air-assisted cutting is not as clean as a nitrogen cut but has much less oxidation than an oxygen-cut edge.
 |
| Figure 2: Another way laser manufacturers are helping companies develop a niche is to offer higher-power plate processing lasers. |
"Laser plasma cutting is a new process that offers faster cut speeds—up to approximately 250 percent faster," said Robinson. "In laser plasma cutting, gases escaping from the melt pool are ignited to form a blue plasma cloud. This plasma cloud directs additional energy into the cut kerf, resulting in higher cutting speeds."
Alternative Materials. Hahn said an emphasis also is being placed on cutting materials other than mild steel. Aluminum and stainless steel both are being cut on laser systems more commonly, and this trend will intensify in the future.
Most laser systems can cut alternative materials—TRUMPF's TC L 3050 can cut 3/4-in. stainless and 1/2-in. aluminum, and W.A. Whitney's PlateLASER line can cut 1 1/4-in. stainless and 1/2-in. aluminum. But now the industry is starting to focus more on these alternative metals.
"Previous machines have been designed to offer reasonable cutting results in various materials rather than optimal results in one material," Robinson said. But new technological advancements, such as the programmable beam diameter, allow optimal cutting results for each material.
Ancel Thompson, Amada America's laser division manager, pointed out, "Fabricators are faced with the need to reduce the time from part order to finished part." By reducing this time, manufacturers are able to get more orders through their shops and thereby increase their profit margins with lower labor costs.
"Job shops and manufacturers are seeing shorter lead-times," said Neff. "As companies have tried to reduce inventories they often need parts in a few hours or days instead of a few weeks." Because of this push for speed, laser manufacturers have been working on several areas of advancement—automation, quicker setup times, and outright faster machines.
Automation. Automation not only reduces time from order to ship, it does so without requiring additional manpower.
"We've seen a dramatic increase over the last three to five years of automated systems that can run around the clock in a lights-out environment. We've really put a lot of focus on how to make that happen," said Mike Zakrzewski, division manager of metal processing systems for Bystronic.
"Being able to run an unmanned shift has been elusive over the past 10 years. People have talked about it, but to actually make it happen has required a lot of incremental improvements in the automation systems and the lasers themselves. Control advancements and the mechanical advancements that go with them facilitated this," Zakrzewski said.
"Things like cut control and nozzle-cleaning routines, which can also be used on a stand-alone machine, are especially suited for automation," he added. "An absolute requirement is the ability to switch parts and run a wide variety of parts in an off shift. Machines can now run more reliably and watch themselves."
"The push in our industry is to continue to drive laser cutting to full lights-out. The driving objective is to deliver an unmanned laser cutting unit with full automation," said Elizabeth Kautzmann, Salvagnini America's product manager for laser technologies. "The market wants automation in laser cutting, and the reception is great; however, the demand is enormous for the flexibility. These increased demands on flexibility translate to some sophisticated bells and whistles, which run in the background but actually may take true ingenuity and hours of engineering to complete and make feasible."
Adding to the list of advancements in the automation area, Robinson pointed out that current automated sheet load-unload equipment has varying capacities and pallet numbers and sizes, and that some of these automated storage units can even feed more than one machine.
"We recognize that unattended production is key to meeting the needs of a high-production environment. As a result, we've focused our design efforts on providing an array of automated devices to the market, from entry-level shuttle tables to full material warehousing systems," said Quigley.
"We recently introduced a new automated material tower system that includes a 12-pallet tower storage and retrieval unit integrated with a high-speed laser, equipped with automatic sheet loading and unloading. Material management and control software engineered by LVD provides offline programming and process monitoring capabilities. Parts are programmed offline and are downloaded to the machine controller. The controller, equipped with a warehouse administration capability, stores information about the pallets and sheets available in the tower system. The integrated system provides a complete job list, which is automatically executed. Each piece of the system is controlled through a single CNC for easy and efficient monitoring and programming," Quigley said.
"We introduced automated material handling systems starting with the simple dual pallet laser in the mid-'80s and progressed through a variety of completely automated systems to fit customers" needs, said Neff. "Automated material handling can reduce labor and assure customers of 'round-the-clock production from their laser investment."
Hahn said Mitsubishi also has been working on productivity increases by developing machines capable of 24/7, flexible automation and coupling heavy-duty lasers with flexible and automated material handling, but he pointed out the importance of the associated software.
Software and Setup. Software and controls are quickly advancing laser systems. Not only are these advancements necessary to tie automated systems together, but also to monitor machines more closely and convert costly setup time into production time. "In this dynamic time when flexibility is critical, it is certain that software, machine interface, and operator interface bring the systems to the fullest potential in the shortest amount of time," said Kautzmann. "It is paramount to design standard features and enhanced benefits that tap the potential of the installed unit without demanding advanced programming expertise."
"[Robotic] equipment is becoming easier to program and recommission for new projects," said Jack Fisher, FANUC Robotics North America's laser engineering manager. "We have been working on offline programming packages for laser processing that will allow faster changeover times."
Robinson explained that computer storage of material profiles also helps reduce setup time, which leads to money savings, and that more information is being stored by modern laser systems.
"We have also concentrated our efforts on programming software, providing a database of cutting technology that automatically determines the optimal pierce sequence based on the material to be processed," said Quigley. "This eliminates operator involvement and speeds efficiency and productivity."
Thompson said, "Amada is addressing the need by integrating software and reducing setup needs."
Berkhahn noted that advanced software can enhance speed to market in other time-consuming areas. "In order for product to get to the marketplace quicker, it is very clear that manufacturers cannot wait for actual physical prototypes to be built. Software starting with 3-D solid model renderings is evolving to the point where designers are able to design and modify product very quickly," he said.
Neff explained that nesting software is another area that can improve productivity. "Cincinnati Incorporated has introduced its own laser programming and nesting software," he said. "This software provides great material utilization. In addition, the Cincinnati laser programming software utilizes all the features of the laser and all the cutting techniques we developed. The laser programming software is easy to use, and some customers have been able to significantly improve the productivity of their lasers."
Faster Machines. Of course, a major consideration for laser companies is to make their machines run faster. In the past this simply may have meant creating a higher-power resonator, but while most companies still strive for this goal, advancements in other areas have led to great gains in speed and acceleration.
One such development is laser drive systems. Zakrzewski said, "You'll see more high-speed laser processing evolving around the drive systems. Our new machine is a very high-speed laser cutting machine. Its performance comes from the dynamics of the drive system in conjunction with the machine design itself, and it allows acceleration of up to 3 G's."
Many companies are beginning to use linear motors in their machines. "Linear motors provide fast acceleration rates and positioning speeds, thus reducing part cycle times," explained Kosmala. "This is especially true when processing thinner-gauge material.
"Linear motors are also very accurate and repeatable," he said. "Linear motors use a linear encoder that measures the actual position of the cutting head. Conventional drive systems measure motor position because the encoder is attached to the motor itself.
"Finally, linear motors are very reliable," added Kosmala. "The motor itself does not have any moving components; therefore, the drive system will not wear over time, causing inaccuracies."
Many laser manufacturers are in the camp that although high drive speed is good, most moves of the laser head are short distances, so new techniques for this are being examined.
Robinson said TRUMPF recently introduced the patented Sprint Axis technology to deal with this issue.
"In a flying-optics machine, the bridge has a certain mass to it," he explained. "On one of our machines, that mass is over 1,000 lbs. The laws of physics state that you can't accelerate and decelerate this 1,000 lbs. of mass as quickly as you can a much lighter mass. We've added an additional axis and hung it off that bridge, so for short moves within a 4-in. range, we can accelerate the cutting head up to 1 G, which is better than two times the acceleration of the bridge.
"With a 4-in. range of motion, you're not going to get up to a very high speed, because by the time you get to 2 in., its time to start decelerating, so the top speed isn't the issue, but rather the acceleration."
Cincinnati Incorporated has introduced a diffusion-cooled, or slab, resonator to address the speed challenge. "The latest 3,300-W diffusion-cooled resonator produces a power density in the focus spot that is almost three times hotter than most 4,000-W resonators," said Neff. "The diffusion-cooled resonator cuts thin material faster with the operating and maintenance costs of a low-powered laser.""To improve the productivity of our laser systems, we recently introduced a new cutting nozzle that produces higher-quality cuts at faster processing speeds," explained Quigley. "The nozzle shields the laser's inner gas flow from surrounding air and contaminants to achieve a higher-purity cutting gas, which provides better cutting results at faster cutting speeds."
Overall, it appears the industry will continue to focus on fabricators' needs to do more and make more profit without increasing costs.
"People are more price-conscious—but they want value for their money," Zakrzewski said. "Machines must last five or 10 years, so people are being smart about what they buy. If they can't get what they need, they put off the purchase. Reliability is important. One thing people are really looking for today is the overall productivity, not just the speed, setup time, or running lights-out, but the whole package."
Versatile Machines. One way to give fabricators more for their money is to make more versatile machines. "Flexibility is critical in meeting the developing demands of the laser cutting industry," said Kautzmann. Many laser manufacturers are working on technologies to allow quick changeover between different types of materials, various material thicknesses, and any number of shapes on one machine.
"We are working to address fabricators' challenges by offering robotic products specifically designed for laser processing applications," said Fisher. "These robotic products provide customers with maximum flexibility and accuracy."
"We are coming out with 3-D processing heads which are compact to reduce interference and quick to set up to allow switching from thick to thin or shape to shape quickly," Berkhahn said. "We are able to maintain high-precision, high-accuracy, high-speed cutting on traditional flat work. Plus, the same machine can process a wider variety of components quicker."
Robinson pointed out advancements in the variety of materials modern lasers can handle optimally. He said machines are being made so that they can switch easily from mild steel to aluminum to stainless steel and maintain good results.
Another area in which companies are looking to get more for their dollar is in processing different thicknesses on the same machines. Kosmala said Whitney's PlateLASER product line is designed to process thick to thin steel fast and accurately, and many other laser manufacturers are trying to do the same.
"To enhance flexibility, we offer a 4-kW laser resonator that gives the fabricator the ability to cut quickly in thin materials, as well as to produce quality cuts in thicker materials," said Quigley.
There is even talk of advancing the flexibility of lasers so they can switch from cutting to welding with limited setup time. While this is not yet a reality, it very well could be this decade.
Advanced Features."Faced with reductions in production, some large companies have pulled subcontract work in-house. With subcontract work leaving, some job shops have had to look for new business to fill the voids," said Neff. "Those job shops with the latest laser technology or unique laser capabilities are able to efficiently take work from shops with older, less capable equipment."
Laser companies are trying to give fabricators more for their money by offering new, advanced machine features. These include developments in tasks the machines perform, automatic adjustment features, and information transfer.
"One of the challenges for robotic laser cutting is ensuring that a cut slug has actually dropped out of a part," Nieves said. "Formerly this was accomplished using mechanical check gauges or visual inspection, which are labor-intensive methods that sometimes produced inconsistent results. If inspection determined a slug was still present, the part either had to be sent back through the entire process or through a repair process.
"We now laser-cut feature-to-feature—in cycle—using sensors to determine if the slug has fallen out of the cut feature. If the slug doesn't fall out, the robot senses it and takes immediate corrective action within the laser cutting process cycle. This ensures that a part won't cycle out of the cell until it is completely cut—or the operator is alerted to the fact that a defect exists and corrective action might be required."
"Amada is working on technologies such as sheet metal digital on demand [SDD] programming software, intelligent laser automation with parts unloading and sorting without waiting for the entire sheet to be cut," Thompson said.
Robinson said TRUMPF is focusing on making cutting machines more automatic with less manual adjustment and human intervention through such features as adaptive optic programmable focus systems; process monitoring; automatic, on-the-fly parameter adjustment; and more comprehensive parameter databases within the machines, all of which offer faster laser processing without increased machine cost.
"All models of our Helius, Axel, and Impuls series lasers feature the Laser Eye optical sensor, which quickly and accurately provides contact-free measurement of reference points from sheet edges or prepunched holes," said Quigley. "With this information, the control triangulates the exact coordinates to locate the position of the workpiece or fixture. This eliminates the need for exact positioning of the plate on the worktable and provides scratch-free referencing of the material."
Nieves said, "Another key development in robotic laser technology involves automatic alignment of the laser. Laser focus is critical in processing parts effectively. Motoman continues to investigate sensors and techniques for automatically aligning the laser focus and automatically compensating the robot path for any deviations."
Mazak has developed a Cyber Manufacturing System. Berkhahn said, "This system automatically cuts parts, then sorts and stacks them. In addition, machine output reports and other data will be available online. Today this data is available throughout the plant's network and, tomorrow, worldwide. This means the OEM suppliers can check when to ship materials, sales can check actual orders status, and machine maintenance or service check will be available online, 24/7."
In spite of the economic challenges, or perhaps in light of them, lasers will continue to evolve. We are sure to see wattages rise, but that is just the tip of the laser iceberg.
Easier setup, more automation, new cutting techniques, and laser versatility are now on the plates of the research and development personnel working the laser manufacturing industry. Their advancements are coming to light every day, but who knows what's still lurking just around the corner? Current fiction may be nothing more than future fact.
The FABRICATOR®acknowledges the contributions of the following companies in preparing this article:

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





