
















Senior Editor

An OMAX waterjet performs precision cutting. Today precision waterjet cutting often can eliminate secondary finishing operations.
Abrasive waterjet cutting could be on the cusp of something big. For years metal fabricators viewed it as a niche machine, something to buy only when a part couldn't be cut any other way. But in many cases today it stands shoulder-to-shoulder with competing technologies, including plasma and laser cutting systems. Based on cutting speed alone, abrasive waterjets remain the tortoise, lasers the hare. But try waterjet-cutting stacked sheets or using multiple waterjet heads, and the throughput calculation changes. In other cases, precision waterjet cutting can eliminate secondary operations, creating another time savings. And, as always, abrasive waterjet remains the only technology that can cut nearly any metal, thick or thin, along with composites, plastic, glass, stone—the list goeson.
"Today there's a much greater awareness of the technology than there was five years ago,"said Chris Maier, product manager for Kent, Wash.-based Flow Intl. "A number of factors have changed the dynamics of the marketplace during the past five years,"from higher pressures to innovative software and motion control.
Ultimately, it's all about getting the most out of a jet of water and abrasive grit moving at more than twice the speed of sound. Advancements in the control and equipment components, each working in concert, have pushed the technology from a relative novelty to the mainstream.
As with other machine tools, controllers and the software that runs on them have been the driving force behind new waterjet technology. Designers can take the physical attributes of the waterjet machine only so far, but innovations on the software side are just beginning.
"Not too long ago to bring in a waterjet you had to employ a very good programmer if you were to cut complex shapes,"said Jude Lague, president of St. Michael, Minn.-based Jet Edge. "Now all that programming is automated."
Motion Control. Cutting heads have been able to move in five axes for years, said sources. But for most of that time it just wasn't practical because of the complex programming required—until recently. Software has automated the process.
Such automation has helped bring taper control to more applications. Waterjets diverge at slow speeds and converge at high speeds, giving the cut a slightly tapered edge. For run-of-the-mill work, the taper usually doesn't present any concerns, but for precision cutting, problems can arise, especially in thin sheet. So to account for taper, waterjets tilt to ensure one side of the jet remainsperfectly vertical. Such motion wouldn't be possible without modern controls that, through complex algorithms and sophisticated cutting models, predict the angle of taper in a given cut, depending on material type, thickness, and cut speed.
"This technology has been slowly adopted over the years, "said John Olsen, Ph.D., vice president of technology at Kent, Wash.-based OMAX® Corp. "Today it has moved to the mainstream. More than half of the machines we sell now come with the technology."
This kind of control, he added, has really made the waterjet suited for precision work. "Waterjets aren't faster than the plasma or laser, of course,"he explained, "but a big revenue driver is that they're very precise, so you don't have to do secondary machining operations."
Some systems control cutting parameters by varying the offset of the nozzle to account for out-of-tolerance parts during long production runs. "When you put a new nozzle on, you have a certain-size stream that will get wider over a period of cutting time,"said Keith Alexander, vice president of HYDRAjet, Dalton, Ga. So the head changes its offset slightly to compensate.

A waterjet from Flow Intl. cuts stacked material.
Controls also compensate for so-called trailback, or jet lag, which can cause problems cutting around corners, as well as taper. Said Maier of Flow Intl., angular compensation for both taper and trailback "has really changed the dynamics of waterjet cutting technology."
As Maier explained, "Up until the time we had Dynamic Waterjet [Flow's version of angular compensation], you had to slow the waterjet down so you could remove the effects of taper and trailback. But as you slow the jet down to reduce trailback, then taper becomes more pronounced. As you speed the jet up to reduce taper, then trailback becomes more pronounced. Dynamic Waterjet is now able toaccount for both of those, and we cut much faster because of it. Some of our calculations estimate more than a 50 percent increase in cutting speed, as well as a higher accuracy within the part."
Also aiming to increase speed, some systems actually "push"the jet by angling it slightly forward. "We call it 'lean forward' cutting, where the nozzle leans forward and cuts ahead of itself,"said Michael Burns, national sales manager for Olathe, Kan.-based Techni Waterjet.
Software also has helped automate programming of the pierce, when the waterjet first penetrates the metal. "Let's say a person is cutting a 3-inch hole out of a -inch plate,"said Olsen. To start, the shop programs a -in. V-shape lead-in—but "the software will see that program and know that lead-in is too short, so it will automatically adjust to a 3/8-inch V for the minimum lead-in time. Thisis all happening in the background,"Olsen added. "It's automatic, with no user intervention required."
User-friendly Interface. Besides automating motion control, waterjet CNCs now have user interfaces that make for much shorter learning curves. "Today it's all about the graphical interface,"said Jeff Day, product manager for waterjet technology at Bystronic, Hauppauge, N.Y. "A few years ago there was a lot of G code. Today user interfaces use CAD files and plain language."
According to Patrick Simon, marketing manager for MC Machinery Systems-Mitsubishi, Wood Dale, Ill., pushing the control's development has been the entry of other machine-tool manufacturers, with experience in other fields such as laser and EDM, offering PC-based CNCs with fast interpolation and the ability to machine complex parts.
"During the past five years, controllers have come a long way,"added Alexander of HYDRAjet. For example, besides importing DXF and other CAD files, some controllers have the ability to import JPG photo files, like those saved on a digital camera. "The controller can import a regular picture, detect the lines, trace over them, and then cut that shape,"he said.
Some controllers also have integrated cost-calculator functions within the software itself. "You can specify to the controller the cost of material, abrasive, and utilities,"Alexander explained, and the system will give an estimated cost for the job.
Real-time Monitoring. Some systems have real-time monitoring of the pump and other components, assisting predictive maintenance efforts. This allows fabricators to develop not just a schedule-based preventive maintenance program, but also a predictive maintenance program based on real incidents. When a pump goes bad, for example, the control red-flags the incident. Explained Day of Bystronic,"In the past if a high-pressure seal went, you had to take the entire pump apart. Today you can take a look at the control and narrow it down to a specific area."
Some controls now include documentation and maintenance manuals, said Richard Ward, president, WARDJet, Tallmadge, Ohio. A few models recently introduced also allow a company to connect, via video conference, directly with a vendor's technical support personnel, who can view an operation through Webcams to help train, support, or diagnose a problem—;and even operate the waterjet remotely froma laptop or a PDA. "I can take my cell phone or laptop computer [connected to broadband Internet], and I can physically run my machine from anywhere in the world,"Ward said. "I can see what's happening at the machine, monitor it, load programs, jog it into position, anything."

A Jet Edge waterjet cuts 6.5-in. titanium billets.
All this dovetails into what sources expect to be a waterjet standard: lights-out operation. "You need to have the hardware and software that monitor the process,"Techni Waterjet's Burns said.
And adding such control is what ultimately takes labor out of the equation.
Pumping up Speed. Quite literally the heart of a waterjet system, the pump propels water with enough pressure to carry garnet abrasive—the material in the jet stream that actually performs the cutting in most metals—to penetrate the workpiece. A waterjet system uses one of two kinds of pumps: intensifier and direct-, or crankshaft-driven, pumps. Both use reciprocating plungers to create thepumping action, but each drives the plunger in a different way: Crankshafts drive the crankshaft pump, while intensifiers use hydraulic cylinders.
"The major advantage of direct drives is their high efficiency, so there's less electricity consumption,"said OMAX's Olsen. "Also, because of the high efficiency, you don't need [extra water for cooling the intensifier]. But the intensifier has one big advantage over the direct drive: Intensifiers make it very easy to run multiple nozzles. Intensifiers behave like a constant pressure source,like a water system in a house. But a direct drive behaves like a flow source, so if you turn on multiple nozzles, you only get a certain amount of flow."
In recent years engineers have tweaked pump designs. For instance, some now integrate hardened steel end caps, reducing the number of seals in a given pump design. "For example, a 100-horsepower pump using hard seal end caps, along with engineering the design of the cylinders to produce maximum flow rates, reduces the number of seals to two,"explained Wiktor Stepien, vice president, sales andmarketing, KMT Waterjet Systems, Baxter Springs, Kan.
Pump design has become much more sophisticated, said Lague of Jet Edge. "[The industry has made] some big engineering advances. Over time we've gathered a good statistical base of what breaks when, and why. We've re-engineered products to make them last longer."
The traditional pressure "ceiling" for pumps is about 60,000 PSI, beyond which maintenance costs begin to outweigh the benefits of higher speed. In recent years, however, intensifier pump technology has pushed past this, offering 87,000 PSI.
"We're getting a much faster waterjet stream velocity which imparts more kinetic energy per abrasive particle,"said Flow's Maier, adding that faster-moving particles have "significantly more energy, which greatly increases cutting efficiency while reducing the amount of abrasive used by up to 50 percent."He added that the company redesigned its intensifier pump for seal life "equivalent to orgreater than what we find with [60,000-psi] technology."
This seems somewhat intuitive: Higher pressure leads to faster cutting. "But the factor that's not as intuitive is power density,"Maier said. With a faster-moving jet stream, power density goes up by a factor of 1.5. "A 40 percent increase in pressure brings 70 percent increase in power density. We're getting a faster flow rate coming out of the nozzle, but we're also imparting that kineticenergy to the abrasive particles, making better use of them. In essence, it takes less abrasive to perform cutting."
Cutting Head Advancements. A tightly controlled storm rages inside every waterjet cutting head, which houses the orifice, abrasive inlet, and mixing tube. Water from the pump shoots through the orifice, or jewel, to form a jet down the center of the mixing tube. The vacuum from the jet draws the abrasive material, usually alluvial or crushed garnet, into the jet, which in turn propels thegarnet-filled stream out the nozzle opening and through the metal.

A KMT cutting head cuts precision angles.
Some designs have integrated a vacuum-assist system inside the mixing tube to assist piercing, when the jet initially penetrates the metal. "In traditional waterjet cutting, the garnet abrasive is drawn into the high-velocity stream of water by a vacuum"that naturally forms inside the mixing tube, explained Flow's Maier. "But when piercing a hole, with a vacuum assist the abrasive is out infront of the waterjet stream, which significantly reduces the pierce time."So an extra vacuum "boost"engages during the pierce, drawing the abrasive to the front of the stream; the vacuum assist then disengages once the pierce is complete.
The orifice consists of a specially cut sapphire, ruby, or, the most expensive, diamond. According to sources, diamonds have gained popularity simply because they last longer. "The use of diamond orifices has been one of the bigger developments in recent years,"said Lague of Jet Edge. "Prior to this a shop could be changing out an orifice every 20 hours or so. With a diamond, you can get 10times the life or more,"with some users claiming between 500 and 1,000 hours between orifice changes.
Seating these orifices inside the nozzle is critical; improper alignment between the nozzle and orifice can quickly reduce consumable life and cut quality—and that can become expensive when using diamonds. To overcome the problem, some cutting heads have diamond orifices already seated inside, as a single assembly. "The diamond is mounted directly inside the body and aligned,"said KMT'sStepien. "This ensures the jewel is aligned and completely centered,"he said, adding that misalignment causes the "jet to hit the side of the focusing tube, wasting energy, as opposed to streaming directly through the center of the nozzle."
Abrasive Handling. The abrasive travels from the inlet, through the mixing tube, through the metal, and, finally, into the tank below, where traditionally workers had to shovel the used grit out and transport it for disposal. Modern systems, however, automate the process. Abrasive extraction systems continually filter out the abrasive in the tank and collect it for disposal. To catch abrasivethat settled to the bottom, operators run a cleaning cycle at the end of each shift to stir up the abrasive and allow it to be filtered.
Some systems "have a trough in the center, and a cleaning cycle, moving the head around the tank edges, forces all the abrasive toward that central trough,"said Adam Wysuph, applications manager for MC Machinery Systems. Others use filtering and sump-pump technology. No matter the method, all have the same goal: reduce the time it takes to handle abrasive.
In recent years abrasive recycling systems have gained some ground. And the more expensive garnet becomes, the more value abrasive recycling will have, sources said. "We see the recycling of abrasives becoming a major thing [in the near future],"said Ward of WARDJet. "The bulk of your abrasives will be coming from Australia. The dollar is going down, and as a result, the cost of abrasives hasto go up."
Part Handling. Often overlooked, the waterjet table has undergone some design enhancements in recent years. Slide clamps, squares, and other fixtures have assisted shops making precision cuts, and some systems now come with welded grates, as opposed to the traditional slats. Regarding grates, Ward said, the jet takes less time to move over each vertical grate, which in turn improves thegrate's wear characteristics.
As more machine tool manufacturers venture into the waterjet market, they're borrowing from other cutting technologies. For instance, some waterjet systems now offer shuttle tables that automatically position sheet onto the table—a technology that's been available in laser cutting for years. As Bystronic's Day explained, "With shuttle tables you can load on sheet while another sheet cuts. Whenthe machine finishes one sheet, the sheet is removed, another sheet is moved in, and in three minutes you're cutting again."
Some machines today also offer new ways for table access. Said Ward, certain designs offer a moving crossbeam that holds the nozzles, so operators can access the table from both sides. "The central beam allows full access to the table,"Ward said, "with no need to climb on the table to retrieve parts."
More Cutting Heads, More Production. Design advances have pushed a growing trend: the use of multiple cutting heads. "This is a big reason why larger and larger pumps are being developed, in the range of 200 HP, which can support multiple heads and larger production volumes,"said Bob Pedrazas, marketing manager for KMT Waterjet Systems.
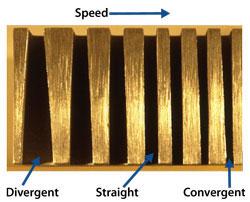
This illustrates the effect of speed and taper. The slower the waterjet, the more the jet diverges; the faster it moves, the more it converges. Source: Flow Intl.
With more powerful—and a greater number of—intensifier pumps comes the ability to add multiple heads in one system. Gantry designs offer systems in which two heads, separated by a spreader bar, move in tandem to cut two parts at once.
"We recommend as much two-head cutting as possible, which can diminish your per-part costs,"Day said.
According to Ward, large, multiple-pump gantry systems with a wide crossbeam have been known to work with up 12 heads. To maximize cutting space, multiple heads mounted on a crossbeam can be moved to the side if needed, while one head cuts a large part.
Why use multiple cutting heads? In a word, throughput. As Ward explained, working with one pump, "a shop will find that splitting that pump power to two [smaller-orifice] cutting heads in material a half inch or less will normally cut faster than putting all your power in one cutting head."
He added that certain waterjet systems have gone a step further to offer other processes, including light-duty drilling and tapping. In some cases, he explained, a waterjet can cut a part—held in place with specialized fixturing—then subsequently drill or tap a hole, with no additional part handling required.
According to sources, the waterjet market could be on the brink of a growth spurt as manufacturers continue to use the technology in new ways. In some production environments, particularly in automotive, articulated-arm robots position waterjet nozzles for intricate cutting. Along with waterjet, these workcells are capable of multiple process functions, such as using a gripper for materialhandling parts on and off a table, engaging a drill for multiple, same-size holes, or a spindle for milling operations.
"The overall footprint and work envelope of an articulated-arm robot is much more flexible than a box-frame gantry,"said Duane Snider, Flow's advanced robotic applications business manager. "Depending on the workcell configuration, multiple cutting tables can be reached, which allows for one to be loaded and unloaded concurrently with the cutting process on another table, to increaseproductivity."
Combination machines offering plasma and waterjet in the same system have emerged as well, using "the accuracy of waterjet to cut precision holes or shapes on parts and the speed of plasma on less critical cuts, such as outer contours,"according to a release from Florence, S.C.-based ESAB Welding & Cutting.
"We've seen the number of competitors on the waterjet stage more than double in the last three years,"said Jeff Hohman, Flow Intl.'s executive vice president and general manager. "There are more than 80 competitors around the planet right now."
As Jet Edge's Lague explained, over the years the typical user profile has changed. "Initially people needed a waterjet to cut a specific product, so they needed it as part of a production process. Today more job shops—including a lot of small shops—have adopted the process. This, I think, has a lot to do with user-friendly software and shorter learning curves."

A central trough in an MC Machinery Systems-Mitsubishi waterjet tank is designed to aid abrasive removal.
According to sources, potential buyers are seeing shorter learning curves and smart controllers that allow unattended operation. Years ago they asked, "How does that work?" Today it's "Can this waterjet system fit into my operation?" The answer depends, as it does for any machine tool. But judging from the sector's recent growth, abrasive waterjet may be a good fit for many shops in the yearsto come.
In the early 1990s, a national lab in Idaho Falls, Idaho, had to cut through a large quantity of barrels filled with hazardous waste. This presented a conundrum. Any thermal process potentially could cause an explosion, and waterjet would create a dangerous waste stream.
As always, necessity spurred invention, and in this case, engineers developed a dry cutting, nonthermal process using liquefied nitrogen, a system that could cut what nothing else could. Essentially, it's an abrasive jet system that uses liquid nitrogen instead of water. As the nitrogen shoots through the material, it comes out the other side and evaporates. All that remains below is a pile ofdry abrasive.
Ironically, the government never used the nitrojet to cut through waste barrels. But in 2001 a company called Nitrocision took over where the government left off and modified the technology for commercial use.
Although waterjet cutting provided a foundation for this new technology, development engineers really had to reinvent the wheel. Liquid nitrogen isn't water. It requires a special two-stage intensifier pump and cutting head designed to handle a cryogenic environment (the liquid nitrogen is stored at -263 F). The pump's seals and plungers had to be redesigned too.
NitroJet can use a variety of abrasives, including water solubles. For cleaning food-grade materials, it has even used baking soda as an abrasive. The process also uses a fifth of the abrasive as waterjet. "Water acts as a lubricant, and the [abrasive's] performance is inhibited by that lubrication," said Ron Warnecke, president of Idaho Falls-based Nitrocision. "NitroJet is a dry process, sowe're doing more cutting with less abrasive.
"For industry, this technology is really ideal for when even waterjet won't work," Warnecke added. "We're not competing with waterjet; we're here as an alternative for very specialized applications."
The technology has been used for an array of exotic materials in cleaning, coating removal, and cutting applications. These materials don't come cheap, either. For instance, a job for the semiconductor industry called for one 8- by 11-inch test plate that cost more than $450,000, Warnecke said. Another application involved removing insulation from an INCONEL® alloy for the Space Shuttleprogram.
Indeed, these aren't everyday applications, and for this cutting-edge work, emerging NitroJet technology has filled a need.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}