















Owner, Brown Dog Welding
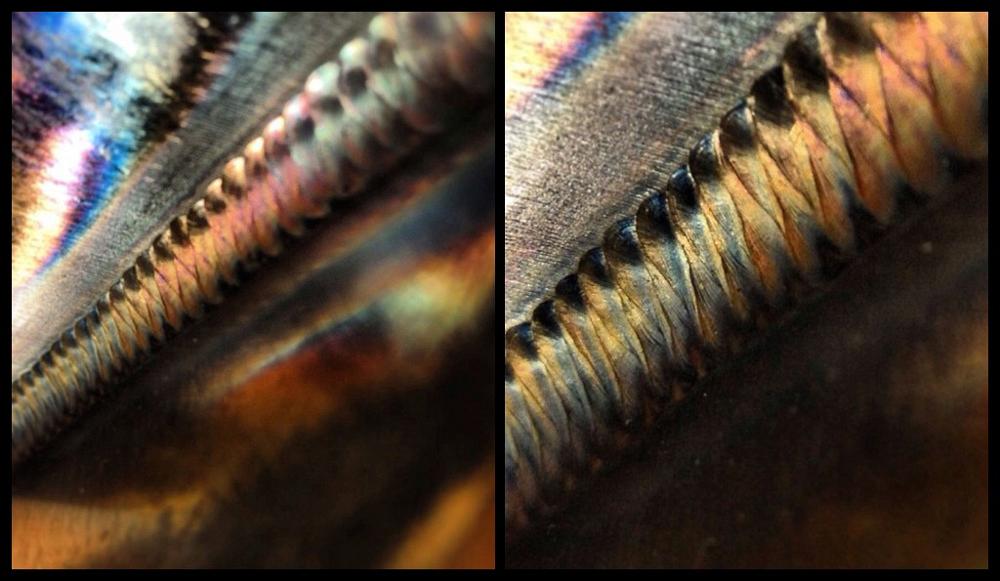
Freehand weave.
A lot of people talk about color in welds, but they don't always understand why the color does or does not matter. A rainbow of colors in the bead and heat-affected zone (HAZ) doesn’t automatically make it a good weld, and it can indicate a bad weld. It all depends on the material, the industry, and the application.
First things first: Why does steel change color? There is a lot of science involved and maybe some magic. I’m terrible at explaining science, and chances are you’re not fond of reading science. And if you’re a wizard, you’re probably casting spells instead of welding. So I’ll just give the quick and dirty version here.
When steel heats up, its structure changes. As the surface of the heated steel meets the atmosphere, it reacts with the elements in the air and oxidizes. The colors that result depend on the makeup of the metal, the composition of the atmosphere, the temperature at which they meet, and the duration of time the metal is exposed at the elevated temperature. What’s happening is the metal is oxidizing.
Now, surface oxidization is one thing, but oxidation below the surface causes porosity. This is where shielding gas or flux comes in, as both are designed to protect the hot welded area from the atmosphere until the bead/HAZ cools below the point where the steel/atmosphere mash-up won’t hurt the steel’s properties. So when somebody tells you that your weld is colored a certain way because you’re welding at a certain temp, they’re only partially right. A lot of factors go into it. Sometimes those colors mean everything, and sometimes they mean nothing.
On stainless steel, for example, any color in the weld or HAZ shows that an oxide layer has formed, which can affect corrosion resistance. The darker the color is, the thicker the oxidization. The colors follow a predictable pattern, from chrome to straw to gold to blue to purple. In some industries, like pharmaceuticals, any color beyond chrome in the weld is unacceptable, but in other sanitary welding situations, such as dairy, up through light blues are allowed. Those colors can be cleaned off mechanically or chemically, or both, and the corrosion resistance can be restored. And that’s the big deal with using stainless steel, right? Corrosion resistance.
Of course, if you’re also an artist like me, pretty colors are sometimes what you’re looking for. I’ll often sacrifice rustproofing for the sake of looks. Because of the chemical makeup of something like 308 stainless steel, a little heat can result in some very vivid colors. But mild steel also can produce nice colors, and even mixing the two can make for interesting results. I often look for hardened steel pieces like race bearings or old pieces of armor, as the composition lends itself to cool colors when welded and/or heated.
On titanium the story is kind of the same, but with a big difference. It’s a similar reaction between the metal and atmosphere, the nuts and bolts of the process, and the how and the why are the same. But instead of just compromising corrosion resistance, the contamination from the atmosphere can actually affect the integrity of the weld—drastically. Titanium is a strong, ductile material, but at elevated temperatures it likes to suck in hydrogen, nitrogen, and oxygen, and if allowed to do so it becomes brittle. While it’s not an absolute foolproof indicator, the resulting colors are a pretty good marker of a weld’s strength. Again, it depends somewhat on the industry and use, but typically you'd like the weld and HAZ to come out a bright silver/chrome color. Often a light gold color is acceptable (and sometimes beyond that, depending on the application or code). But the less color in titanium, the less chance that it is contaminated or compromised. The caveat here is also similar to stainless: it looks amazing when allowed to react. A lot of hot rod and motorcycle guys will take their chances with material integrity on exposed piping and exhausts because it looks so dang cool when it turns blue and purple.
I’d like to add a bit about gas coverage. Yes, gas coverage can have an effect on a weld’s color. But it’s just one of many factors.
There’s a common misconception among fabricators that more cubic feet per hour (CFH) is always better. More gas, cleaner welds. More gas, better arc. More gas, better puddle control.
In reality, that’s not the case. For instance, remember when you were a kid and you wanted to put 110 octane race fuel in your mom’s minivan (at least it smelled amazing)? Or even now, when your neighbor thinks that fueling up with 94 octane somehow makes his stock v6 Chevy Malibu a sneaky world beater? Those motors were built for 87 octane gasoline. Below that, you might get pinging, but using anything rated higher than what the engine was designed to run on isn’t going to help; it’s a waste. Heck, it might even hurt the motor.

Old English D with stainless steel filler.
Same thing with inert gas: You want just enough flow to protect the heated metal from the atmosphere relative to the standards you’re welding to. Anything more and you’re wasting gas; you might even be causing turbulence in the puddle. The gas flow needed could be different for every job, but as long as you’re getting just enough to cover the weld and HAZ until it’s below the contamination temp, you’re good to go. More won’t help. In some cases that might mean welding in a chamber, but if a No. 6 cup and 10 CFH will do it, there’s no advantage to using extreme gas flow.
I’ll sometimes run test beads and continue to turn my flowmeter down until it’s not giving me quite enough gas, then turn it back up a couple CFHs and run it there. Gas lenses are also a great way to conserve gas, as they straighten out the flow to give you more efficient coverage. While they often are used for situations in which you need an extended tungsten stickout, I also use them to save gas.
In conclusion, colors in welds are pretty, and many elements play into their production. Sometimes they indicate a bad weld, sometimes they don’t. The end.

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription


Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}