















Restoring the USS North Carolina—sharing history with friends
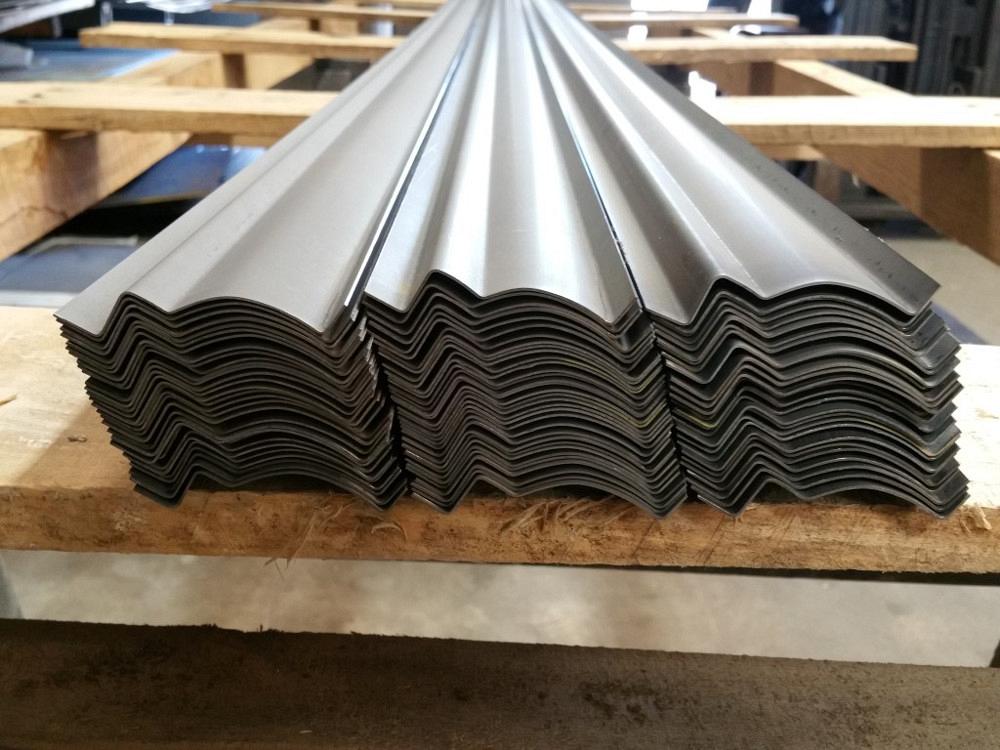
USS North Carolina crown molding ready to ship.
Thanks to Facebook, it is easy to find some of the characters you used to run with in the past and get a quick idea of what they are up to now. I try not to get too crazy about my personal postings, as most people probably don’t care about what I put on my sandwich or what a selfie of myself in the driver's seat looks like. However, I do like to share quite a bit about what goes on at the shop. Getting feedback from friends or knowing that they are even paying attention is nice!
It’s not every day you get a random message from one of them and they ask, “Hey buddy, what’s your number? I’ve got a question.” His name is Sam Lathan, and he was one of my New Bern High School classmates and a soccer teammate for several years. I was looking forward to his call, even though I wasn’t really sure what it was about.
A few days passed, and my phone rang at work. Sam and I chatted for a few minutes and realized we’ve seen each other only one time in the last 10 years. Come to find out, he is now working for a company called Service Roofing and Sheet Metal out of Wilmington, N.C. I thought it was awesome that one of my old cronies was in the industry and that we may have an opportunity to do some business.
Sam quickly cut to the chase and asked me about our capabilities with rolling steel. I went on to tell him that we can roll 4 ft. wide and then stopped myself midsentence. I asked, “What are you trying to do?” He said his company had been contracted to make some crown molding for the USS North Carolina Battleship in Wilmington. He began describing it to me, and I told him we could probably do that on our press brake, but I needed to see a picture or drawing.
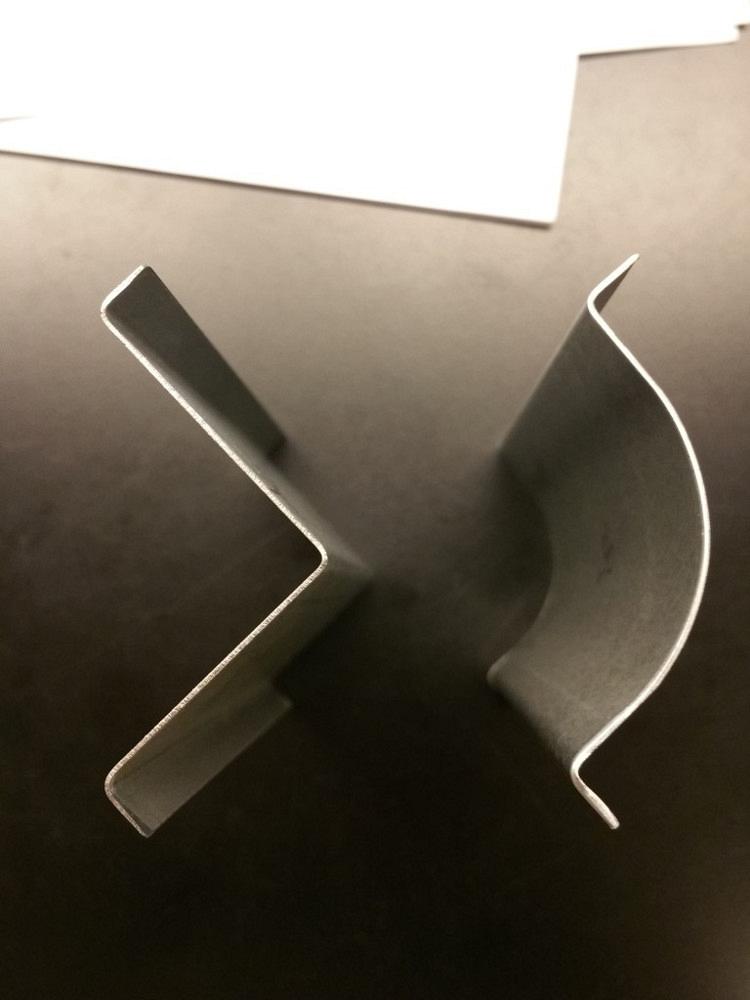
They were trying to produce an alternate version of the original crown molding, keeping the industrial look. He sent me a picture of a 90-degree flange with a rolled flange that was riveted together (Figure 1). This section was only 4 ft. long, and they had to make more than 900 ft.
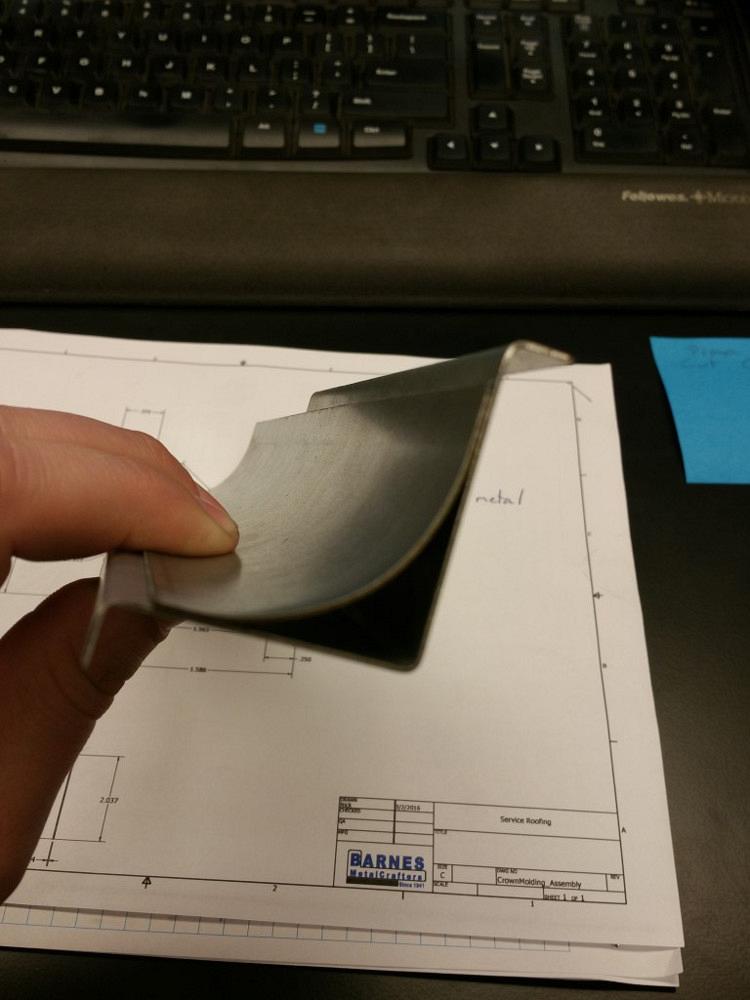
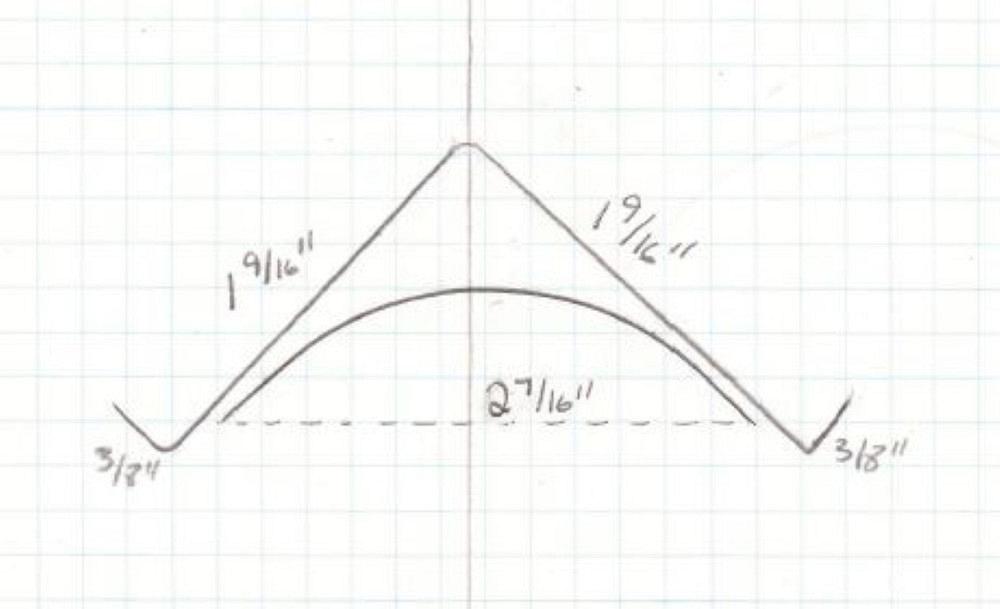
I received a hand-sketch shortly after the picture, and I laid it out in Autodesk® Inventor so that our shop lead, Nick Trueheart, and I could make a sample of the rolled piece. We happened to have a radius tool that would probably work, so we made some 6-in. samples to make sure we could do it. Our tool was only 96 in. long. If we got the job, we would have to make a new one at least 10 ft. long.
We sent some pictures to Sam, and he liked what he saw (Figure 2). I figured this was going to be a pretty straightforward job on the press brake, but I would soon be corrected.
Sam told us they were going to use a 24-ga. galvannealed metal that could easily be painted. We told him that was fine, but the only thing we had for samples was 22-ga. galvanized. I figured the thickness wasn’t off by much, but I didn’t take into account that the galvannealed wouldn’t be nearly as hard as the galvanized. We sent him some pictures showing the radiused part setting inside the 90-degree flange, and he approved.
Within 24 hours, Sam was at our shop with the metal sheared to size. We had the tooling set up, and we wanted to make a full-length sample before he left. The ram came down, and I saw a huge crease go right down the middle of the galvannealed metal. This wasn’t good, and we had to change our game plan.
While we were scratching our heads, my dad asked Sam if we could make the two 90-degree brakes with the radius down the middle. It would eliminate the need to rivet the pieces, and the overall finish would look better.
Since our first plan didn’t work, we assured him we could do this, but we would need to increase the thickness and get him a different flat pattern size.

Figure 1: Customer's sample; we were to make the radiused part only.
The next day we sent Sam a sample of their version without the rivet (Figure 3). We had a quick conference call, and Sam said, “If you guys can do that, can you do the original crown molding?” My dad and I got a little laugh out of that, and he told us it was our fault. We were the ones that offered to try it. We laughed again, and we were up for the challenge. We told him to send us some pictures and he did (Figure 4).
The next day Nick T. jumped on it and quickly broke up a close alternative to the original version. I knew Sam would like it, and I immediately sent him a picture (Figure 5). My phone rang instantly, and he asked if we could mail him a 2-ft. section.
The next business day, he called and said he liked what he saw. We put a number together and made an agreement to do the job. Sam had some 22-ga. galvanneal material sheared to size and dropped it off at the shop.
Nick T. set the press brake so he could put the large radiused brake on all the strips and then follow up with the 90-degree brakes. This was definitely a two-man press brake job, because the material is very flimsy.
It was nice to see a plan come together so quickly, even if there were a few hiccups. I’m looking forward to seeing this job installed and completed. The USS North Carolina revamping is projected to be completed before the large Azalea Festival in downtown Wilmington. The governor is making a visit and will be hanging out in the wardroom where the crown molding will be displayed.
Our shop got to work on a piece of history and I got to see an old friend. I think we both learned quite a bit from this project. Sometimes something simple turns into a job with several game plans.
If you get a chance to tour the USS North Carolina Battleship in Wilmington, be sure to look up for the crown molding.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscriptionAbout the Author

About the Publication

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Capturing, recording equipment inspection data for FMEA

2
Tips for creating sheet metal tubes with perforations

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
