















Welding technology juxtaposes two GTAW arcs
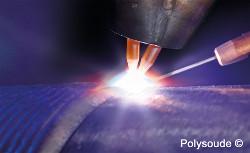
Polysoude offers TIGer technology, a variant of the hot-wire GTAW principle. The basic principle involves the juxtaposition of two GTAW arcs, organized and controlled to combine into a single arc with the calorific value of the combination of both powders, but with characteristics that are unusual for such intensities. Depending on the position of the two electrodes, it is possible to reduce fusion of the base metal to arrive at dilution rates that allow the technology's use in surfacing applications.
The addition of the wire, preheated using the Joule effect via the control of a third current source, enables the special profile of the weld pool to be used and to improve the efficiency of the procedure considerably. The control of the deposition rate remains, as for all the variants of the GTAW technology, independent of the setting of the arc parameters. The quality of the deposition is similar to that which can be obtained with conventional GTAW.
The level of compactness is the same as that expected for the welding of high-strength assemblies, which also enables preliminary buttering carried out before heterogeneous welding operations to be envisaged without restriction along with surfacing applications.
Depending on requirements, it is possible to optimize the thickness to between 1.5 and 3.5 mm, enabling the quantity of weld metal to be adjusted to strict requirements. Optimized welding speeds are 70 to 90 cm/min., with deposition rates of 2.5 to 6 kg/hr.
subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
ESAB unveils Texas facility renovation

3
Engine-driven welding machines include integrated air compressors

4
The impact of sine and square waves in aluminum AC welding, Part I

5
How welders can stay safe during grinding
