















President

Figura 1
Una prensa dobladora cobra nueva vida
con herramental unificado que puede
usarse para transformar la máquina en
una estación de punzonado.
Una prensa dobladora configurada para punzonar puede ser otra herramienta útil en la caja de herramientas de un fabricante, y ésa es la razón de que algunos talleres hayan readaptado una prensa dobladora antigua de doblado y formado a punzonado.
Los fabricantes que hicieron eso descubrieron algunas ventajas competitivas. Ya sea que un taller haga su propia línea de productos o haga partes para otros, el gerente de fabricación quiere bajar los costos para mejores márgenes de ganancia. La meta es tener una producción rápida, previsible y a tiempo para poder prometer tiempos de entrega cortos. ¿Quien no desea la tranquilidad que da un proceso confiable?
Además, un gerente de fabricación quie-re la capacidad de cambiar rápidamente de una parte a otra, pues eso permite que se produzcan lotes pequeños de manera eficiente y que el inventario se mantenga al mínimo.
Punzonar con una prensa dobladora puede lograr esas metas (vea la Figura 1).
Una aplicación común es punzonar una línea de agujeros; por ejemplo, a lo largo del borde de una chapa (vea la Figura 2) en una extrusión de aluminio como por ejemplo una moldura de puerta o de ventana, en una forma estructural como por ejemplo en hierro angular (vea la Figura 3), o hasta en tubo estructural o tubería. El método es productivo y predecible porque todos los agujeros están hechos con una carrera de prensa.
Un juego de dados para punzonado en una prensa dobladora es una cosa bastante limitada y relativamente cara, que puede volverse obsoleta si la parte ya no se requiere. Es por eso que los fabricantes que necesitan una línea de agujeros usan herramental modular para prensa, como el herramental de bastidor en C montado en una prensa dobladora que se compró para punzonar o que antes se usaba para doblado y formado y fue readaptada. Y con el énfasis moderno en producir lotes pequeños frecuentemente, más fabricantes se están enfocando en el cambio rápido de una parte a otra.
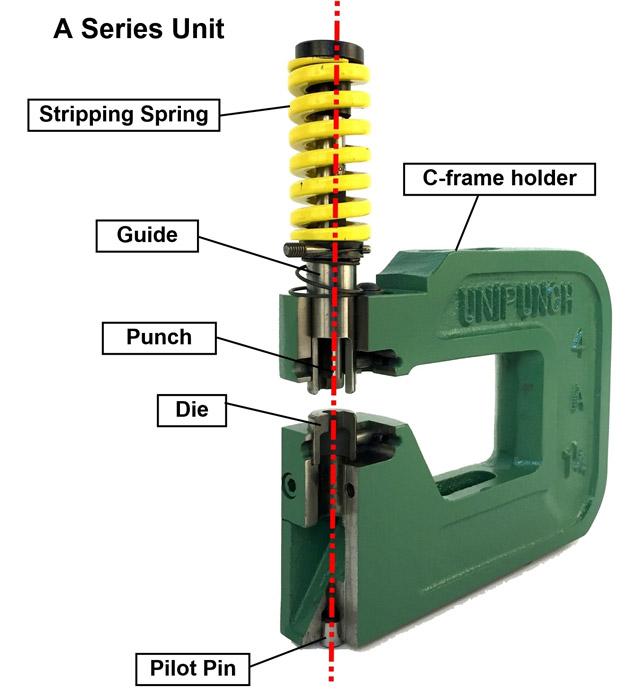
Hay varios estilos de herramental modular para prensa disponibles, y cada uno es un catálogo de componentes que pueden ensamblarse lado a lado para hacer una configuración para punzonar y muescar una parte. Para una línea de agujeros hecha en una prensa dobladora, el herramental de bastidor en C es adecuado para el trabajo. El sistema también se denomina herramental unificado (vea la Figura 4). El portaherramientas de bastidor en C maquinado con precisión alinea de manera exacta el punzón y el dado sobre el pasador piloto, y cada unidad incluye un resorte de extracción para jalar el punzón de la parte después de que se hizo el agujero.
Lo más común es que cada unidad haga solamente un agujero. Hay punzones y dados para configuraciones en grupo o unidades en tándem disponibles (vea la Figura 5).
Para un cambio rápido de una parte a otra, las unidades con bastidor en C están montadas en una plantilla (vea la Figura 6) en una configuración dedicada a la parte durante el tiempo en que será producida de manera rutinaria.
Las configuraciones pueden almacenarse cerca del punto de uso. Las unidades en una serie tienen las mismas alturas de dado y usan las mismas alturas de cierre de prensa. Manteniendo la misma serie de portaherramientas y usando un espesor común para las plantillas, un fabricante no tiene necesidad de reajustar la altura de cierra de prensa entre partes. Éstas son prácticas importantes para un cambio rápido de una parte a otra.

Figura 2
Se usa una prensa dobladora para punzonar
agujeros en esta tira plana de chapa
metálica.
Las ubicaciones de un agujero a otro, el tamaño del agujero y la orientación de las formas se definen en la configuración y no cambian—a menos que cambien las especificaciones de ingeniería. En este caso, las unidades pueden reposicionarse rápida-mente en la plantilla para adaptarse al nuevo diseño.
Con el tiempo, si una parte ya no se va a producir de manera regular, los componentes del herramental pueden readaptarse en una nueva configuración para hacer una parte diferente. Esta readaptación del he-rramental para una parte diferente puede continuar indefinidamente. El costo del he-rramental no necesita ser amortiguado sólo con la primera parte.
El herramental modular de bastidor en C tiene diversas capacidades. Hay portahe-rramientas disponibles para punzonar hasta un agujero de 5 pulgadas en acero suave calibre 10, un agujero de 3.5 pulgadas en acero suave de 0.25 pulgadas, o un agujero de 1.125 pulgadas en material de 0.75 pulgadas de espesor. El herramental de bastidor en C también se usa para punzonar otros materiales como acero inoxidable, aluminio, cobre y latón.
Los portaherramientas típicamente tienen profundidades de garganta de 4, 8, 12 y 18 pulgadas. Los factores que afectan la profundidad de garganta son simplemente qué tan lejos está el agujero del borde del material y para qué partes podría usarse el portaherramientas en el futuro.
También hay punzones para formas estándar y exóticas típicamente disponibles. Pueden diseñarse unidades a la medida para producir grupos de agujeros. Otras aplicaciones para las que los fabricantes usan rutinariamente herramental de bastidor en C incluyen avellanados, bocallaves, radios de esquina, y herramental para molduras y partes.
En los años recientes la demanda de agujeros libres de deformación en tubos estructurales ha llevado al desarrollo de unidades de punzonado de tubo de mandril (vea la Figura 7). Este estilo de unidad soporta el tubo internamente para proporcionar un agujero libre de abolladuras en configuraciones de un solo agujero o de varios agujeros en tubo estructural redondo, cuadrado y rectangular o en tubería.
Hay que reconocer que algunas partes no se prestan para ser punzonadas en una prensa dobladora. Por ejemplo las partes con agujeros muy grandes, partes con agujeros que están lejos del borde de la chapa, y partes con contornos largos que pueden ser recortadas con una torreta o cortarse fácilmente con un láser. Además, un láser puede ser una excelente manera de producir una parte de reparación cuya demanda se ha vuelto poco frecuente, lo que significa que ya no se necesita herramental de prensa dedicado.
Queda una pregunta: si un fabricante tiene muchos métodos para hacer un agujero, ¿cómo elige? A veces la decisión es circuns-tancial.
Un taller puede estar en una posición de que tiene que hacer partes como pueda para cumplir un plazo de entrega. En ese punto, el taller usa todo equipo disponible. Un proceso económico y rápido para hacer esos agujeros tiene sentido.
Otro fabricante puede estar ante metas de producción típicas de hacer el trabajo rápidamente sin crear un atraso que afecte las actividades de manufactura corriente abajo. En este caso, el fabricante debe enfocarse en la combinación de tiempo de configuración y tiempo de operación reducidos.
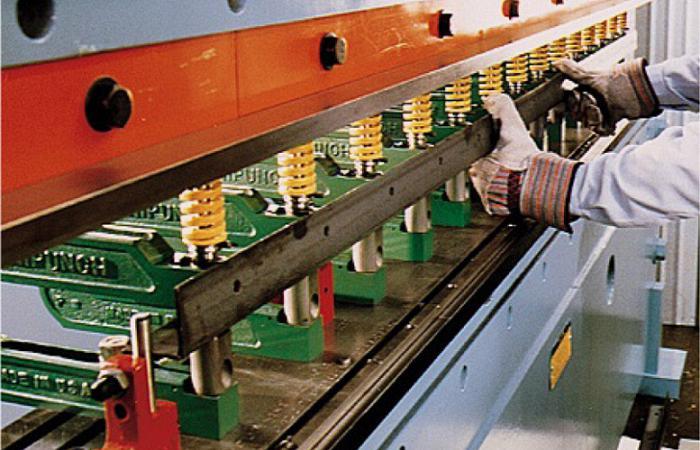
Figura 3
La misma configuración de herramental
unificado puede usarse para punzonar
agujeros en ángulos.
Por supuesto, los costos no son iguales para cada método de hacer agujeros. Readaptar una prensa dobladora ociosa puede aprovechar una máquina que tiene mucho de haberse depreciado por completo y de haberse pagado. Sacarle nueva vida al fierro viejo puede ser atractivo para algunos fa-bricantes.
El tamaño del lote también influye en el método de hacer agujeros. Los gerentes de los talleres de fabricación tienen un entendimiento intuitivo de que un tamaño de lote óptimo atiende la demanda próxima y equilibra eso con las realidades del taller. El taller no desea tener mucho inventario, ni perder espacio en pilas de trabajo en proceso, ni paralizar la capacidad de la prensa haciendo cantidades demasiado grandes. Esos mismos gerentes también desean minimizar los cambios en la prensa dobladora, pues el taller no gana dinero cuando una máquina no está operando.
Si un taller tiene que tener más cambios, quiere hacerlos rápidamente. Una manera de hacerlo es la configuración de herramental modular de prensa para un cambio rápido en una prensa. El taller disfruta de la productividad de un juego de dados mientras que cuenta con herramental reutilizable.
Los fabricantes que quieren una caja de herramientas para seleccionar el método de manufactura óptimo de acuerdo con la forma de la parte y de qué tan frecuentemente se requiera, pueden agregar una herramienta útil readaptando una prensa dobladora de doblado y formado a punzonado. El herramental modular para prensa hace eso posible, mientras que al mismo tiempo incentiva la eficiencia de la producción y minimiza el tiempo de cambio del herramental.


FMA Communications ha introducido al mercado la edición en Español de la revista The Fabricator. Esta versión consiste del mismo tipo de artículos técnicos y sección de lanzamientos de nuevos productos que actualmente presentan el personal de primera categoría de Fabricator en Inglés.
start your free subscriptionIn this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}