















Contributing Writer

Technical: Strain hardening is represented by the exponent n in the flow stress equation, which approximates the relationship between true stress and true strain during plastic deformation of a metal.
Translation: The n value represents a metal’s ability to work-harden and stretch uniformly.
As ironic as it seems, steel needs to work-harden to exhibit good stretch uniformly.
As ironic as it seems, steel needs to work-harden to exhibit good stretchability. One of the unique properties of steel is its ability to increase its hardness and strength as it plastically deforms.
The speed and degree of steel’s work hardening are critical factors. If a steel work-hardens quickly during plastic deformation, it will force more surface area to deform, resulting in good strain distribution. In other words, more steel will stretch.
The work-hardening exponent defines how the steel stenches and distributes that stretch. It is undoubtedly one of the most important factors to consider when specifying or qualifying steel for a stamping operation, and it also is required for a forming analysis, such as a circle grid analysis.
The normal range for the work-hardening exponent is 0.1 to 0.3. A steel with a 0.1 n value is characterized as low-stretchability material, while steel with a 0.3 n value is characterized as a very stretchable material. The higher the number, the more stretchable the material.
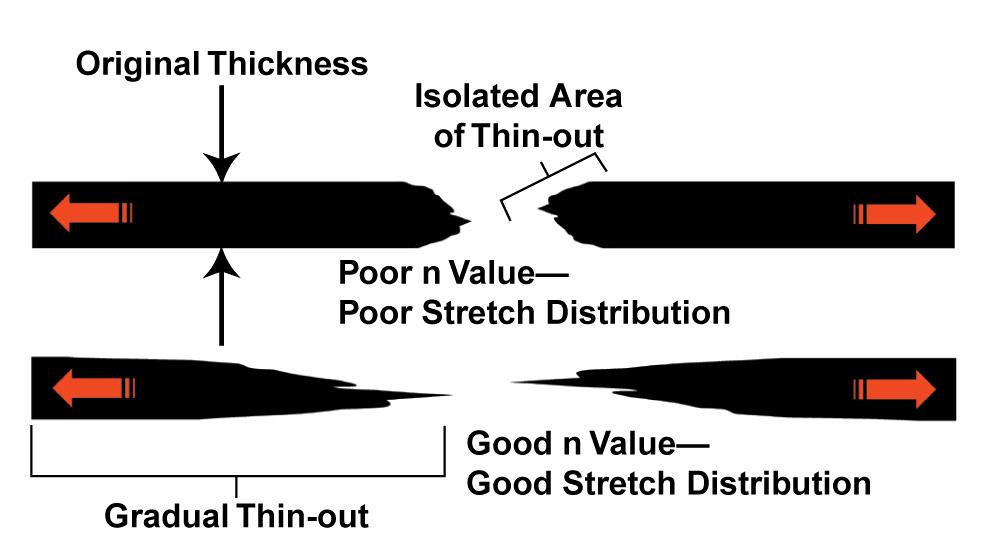
For instance, materials such as high-strength steel exhibit very low n values, which means they do not distribute the stretch over a large surface area and will neck and fail early during stretching. Figure 1 compares the stretch distributions of high- and low-strength materials. Figure 2 show how tensile fractures differ in low- and high-strength material.
Elongation %+ (Lx- L0 ) / L0 X 100 where: L0 = original gauge length and Lx = final gauge length
Translation: Elongation percentage is the amount the metal stretches within a given boundary (usually a minimum of 2 inches) before failure occurs. It does not represent the metal’s ability to distribute stretch. Elongation is not as important as n value when specifying or selecting steel for a stamping operation.
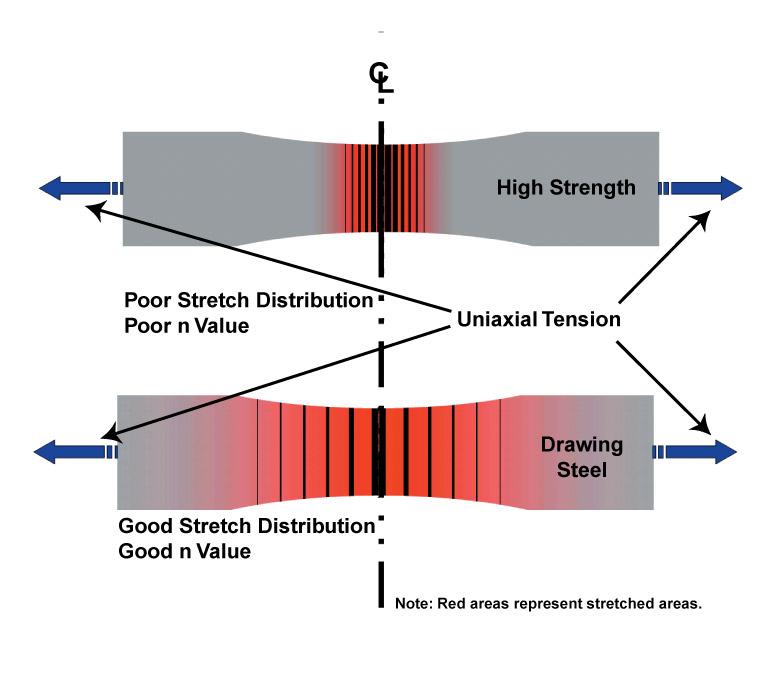
Figure 1
High- and low-strength materials have different stretch distributions.
Technical : The r value is the plastic strain ratio of the true width strain to the true thickness strain in a uniaxial tensile test. A formability parameter that relates to drawing, it also is known as the anisotropy factor.
Translation: The r value is the material’s ability to resist a change in thickness during drawing; in other words, its drawability.
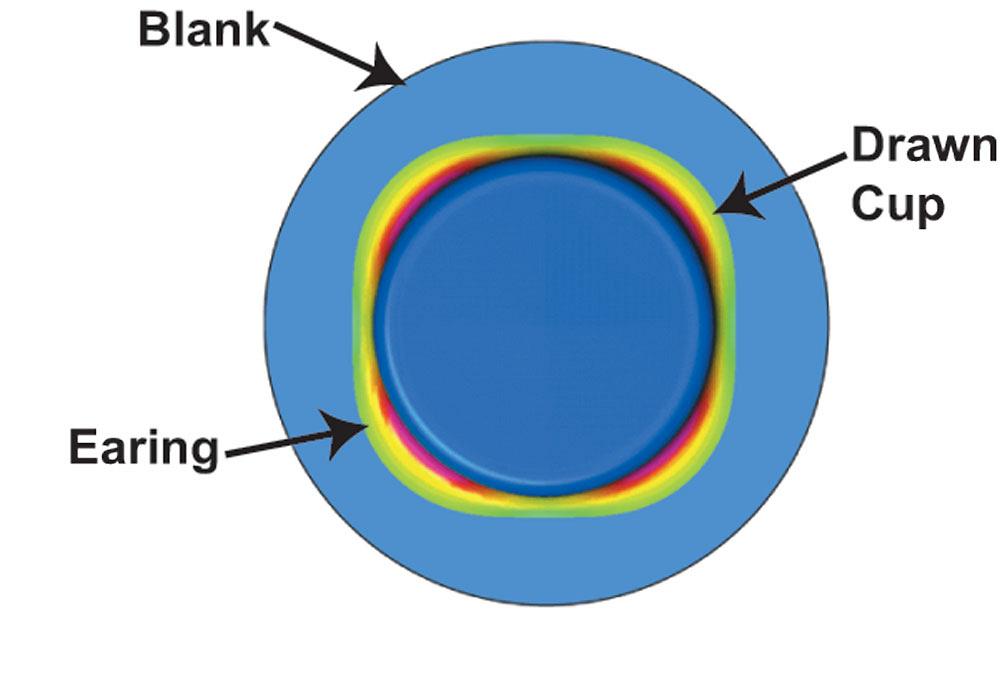
In a drawing operation, the flow of material into a cavity or over a punch is controlled. Drawing often is confused with stretching the metal into a certain geometric shape. For metal to flow plastically, it must resist a change in thickness and avoid extensive stretching. Differences in r value cause earning, or differing amounts of plastic flow during the drawing process (see Figure 3 ).
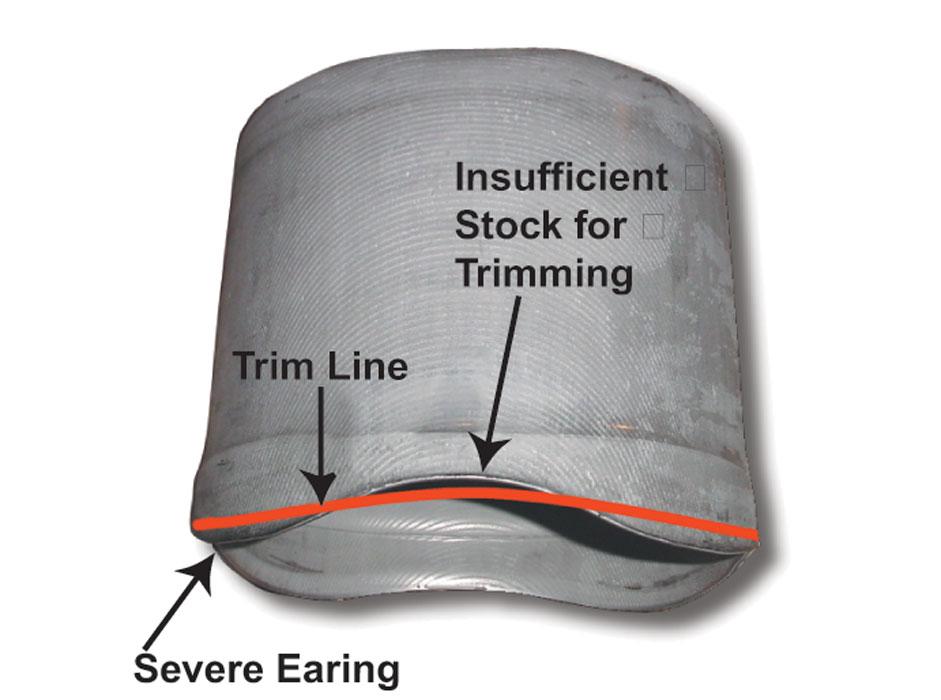
The r value derived by testing the material in three different directions with respect to the rolling direction. An average of all three values, known as delta r, usually is shown on a steel report. Significant differences in the a steel’s r value may indicate earring or excessive drawing in of the material will occur (see Figure 4 ). Steels with very little difference in r values are known as interstitial-free or nonearing steels.
An r value ranges from 1 to 2. Very simply, steels with higher r values can be drawn deeper. Steels exhibiting high r and n values are defined as high-formability steels.
Stampers and die builders tend to blame the steel for bad parts, yet often they don’t know anything about the mechanical properties of the material they’re using. To be successful, stampers and die builders need to get a good handle on steel’s critical properties. Knowing that steel sinks in water just doesn’t cut it anymore; having good data is the key.
Until next time… Best of luck!



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...






{kind=link}
{kind=link}