















Contributing Writer
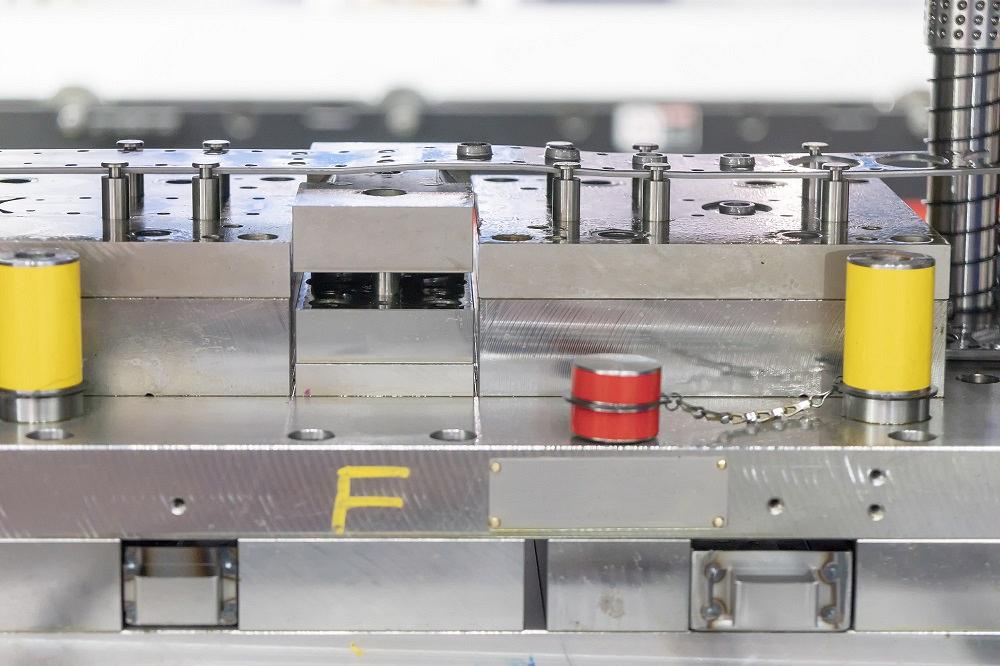
Die crashes can be disastrous to a stamping shop in terms of downtime and cost. Art Hedrick presents several tips for reducing the chance of a stamping die catastrophe. Getty Images
During a recent phone conversation about a training outline, a client abruptly ended our call with this statement: “Hey, Art, I just got paged to the press on an urgent matter, most likely a die crash. Can I call you back later?”
It’s not the first time that a project has been disrupted. On several occasions while presenting a stamping-related course, I have had attendees leave the session to address a die crash crisis. And it is a crisis. A severe die crash can cripple a stamping company. In some cases, the die or the tool may have to be completely rebuilt or even replaced, which can take from several days to several months to complete. And if you want to expedite that process, it will cost you two to three times the original tool price, because the die building shop will have to stop all work on other projects to focus entirely on replacing the damaged die.
Needless to say, a series of catastrophic die crashes can financially destroy a company. So what causes die crashes, and how can we prevent them?
Statistically speaking, more damage is done to a progressive die in the first 10 strokes of the press than during production. As the strip starts, there typically are unbalanced forces in the die. Unbalanced cutting or forming can cause the upper and lower dies to misalign and shear, resulting in die damage.
In addition, incorrect starting of the material can leave loose scrap in the die, which can cause double metal to be fed into the tool, potentially causing severe die damage. A good die designer will establish a distinct first-hit line by placing a positive spring-loaded stop at this point, rather than a simple line with a “start strip here” notation.
To prevent these damaging feed problems, double-check the following during setup:
Die designers must pay special attention to several important factors during die design:
Even if you have implemented a sophisticated die-protection system, nothing can take the place of a well-educated operator. Make sure your press operators understand the fundamentals of dies and presses. They should know how the press works and what to look for in each die type.
Make sure they carefully monitor scrap removal and part ejection. A drawn panel stuck in the top half of the die looks similar to the die cavity. Operators need to look for the blank edges and make sure that a part is not stuck in the top. They also need to monitor die sensors and understand when the sensors are at fault, or when the problem is with the die.
Give operators ownership in the tool. It’s a well-known fact that people will take more pride in their work if they are included in the process. Ask how they would improve operations they’re responsible for. People will support a world they are allowed to create, so if possible, invite them to a meeting when the die is being designed and allow them to give feedback. And give them credit or rewards for good, effective ideas. A simple thank you can go a long way.
Die crashes have numerous causes, far more than discussed here. In my nearly 40 years in the tooling and stamping trade, I’ve learned that success is a combination of technology, design, education, and people. Having the right people and creating an environment that supports enthusiasm, creativity, happiness, self-worth, pride, and ownership are key.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





