















Contributing Writer
Having trouble with splitting, buckling, wrinkling, and thinning of your material? How about surface defects? Are certain areas of your part not matching the die geometry? Got a mystery lump on your part? Did your die mysteriously crack in half for no apparent reason?
Before you start grinding and welding on the die or drastically changing the die’s geometry to try to solve these issues, make sure your die is properly vented. It really could be that simple: Trapped air and fluids within the boundary of a die can cause every one of these problems.
Air can be compressed only a certain amount. If a large amount of air trapped in a drawing or forming operation has nowhere to go, it will take the path of least resistance: the space between the die face and the drawing pad or binder.
A large amount of air escaping very quickly between these two pressure-loaded surfaces can cause the surfaces to separate momentarily. In turn, this causes the material flowing inward to go completely out of control, often resulting in wrinkling, loose metal, and insufficient stretch in the stamped product. The escaping air also can blow lubricant from the sheet and die, which can increase friction, resulting in overstretching and splitting in the part.
Drilling air vents in the cavity will allow trapped air to escape during the downstroke (see Figure 1). If you decide to use few, large holes, keep in mind that a large air vent in the cavity could result in a small cosmetic defect in your part. If your part cannot have surface defects, you can drill numerous smaller-diameter holes to vent the trapped air. Just make sure you have enough vents of the right diameter to displace the air quickly and thoroughly.
It is equally important to drill air vents in the drawing punch. On the return stroke of the press, the part will need to be stripped from the drawing punch, and this creates suction. If the die is not allowed to pull air in, the metal could deform. I have seen a brand-new roof die turn the panel almost inside out on the return stroke because of a lack of air vents in the forming punch.
Trapped fluids such as forming lubricants present an even bigger risk for part defects and die damage. This is because it is more difficult to displace a fluid than to displace air.
Drawing operations, especially those performed in individual cam-operated presses, often are flood-lubricated to keep forming temperatures low and to reduce deterioration and galling of carbide and tool steel die sections and components. Even if you are not using flood lubrication in the dies, you need to design them so that trapped fluids can escape.
Fluid trapped within the boundaries of a die can cause surface defects and can hydroform the metal, resulting in nonconforming part geometries and additional thinning and stretching. Excessive trapped fluid being displaced very quickly can cause the die to explode. Keep in mind that the press is exerting a great deal of force, but fluids can compress only slightly.
Examine the die’s movement through the entire stroke to see if fluid has a chance to get trapped during forming. Fluids can be trapped during various transitional stamping operations, such as a transition from a large diameter to a smaller diameter on an angled wall. In this case, you will have to vent the angled wall on the cavity and the punch of the drawing die.
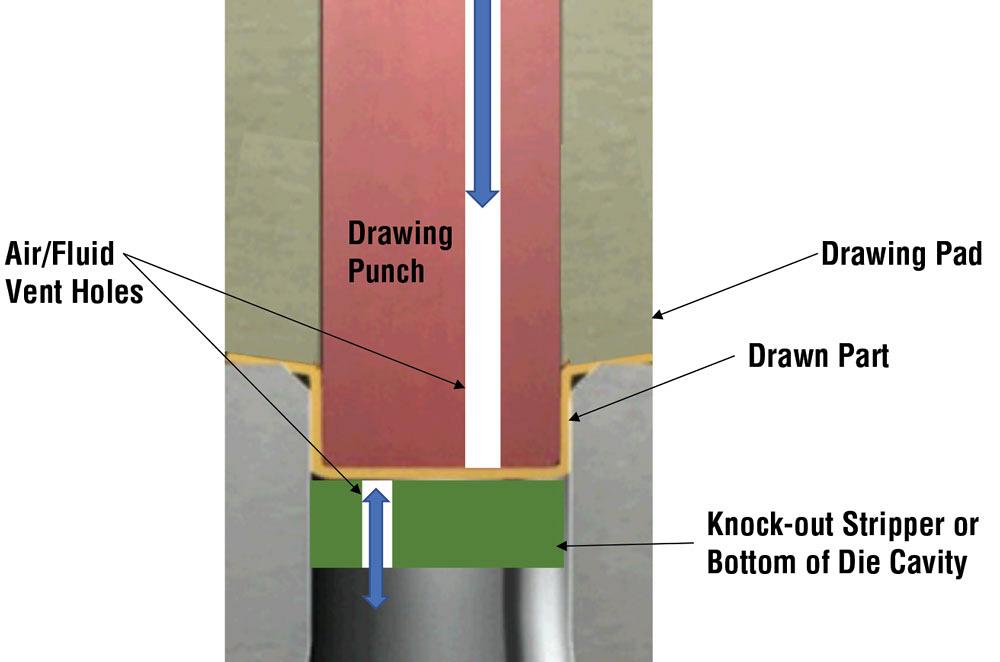
Figure 1
Adding air and fluid vents to the die cavity and drawing punch can alleviate problems with poor part quality and die damage.
Fluid vents are even more critical when the vessel is drawn with its open side facing up, like a coffee cup. This shape allows fluid to settle into the bottom of the vessel, increasing the likelihood of trapped fluid causing a problem in the die.
It is important to vent any die in which fluid or air can be trapped, not just drawing and forming dies. Pinch trimming dies are a classic example. When the cup is placed over the punch, air and fluid can be trapped and must be vented through the cavity. And, as with forming dies, the punch must have air and fluid vents so that the part can be stripped from the punch without getting damaged.
Something as simple as trapped air or fluid in a die can not only result in poor product quality, but catastrophic die damage. Ensuring that your dies have been engineered with all the necessary vents will allow you to eliminate that variable when troubleshooting part and die failures. Don’t underestimate the importance of vents; they might be little details, but they make a huge difference.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
Seth Feldman of Iowa-based Wertzbaugher Services joins The Fabricator Podcast to offer his take as a Gen Zer...





