
















Vice President

There are big differences in how the machines bend metal, gauge, set up, and handle sheet. Images: RAS
The two most common metal bending technologies are press brake and folding.
You already have a press brake. So why would you need or want a folding machine? By examining the differences in how they bend metal, gauging, setup, sheet handling, personnel involvement, automation types, and strengths and weaknesses, you may conclude that a folding machine would be useful in your plant.
Folder. The upper and lower beam clamp the blank. During the bending cycle, the folding beam moves up around a pivot point. Some folding machines are up-downacting machines. On these, the folding beam can move upward or downward.
On a folding machine, the blank rests on the sheet support table. Because the part rests on the table instead of being held by an operator, fatigue is not an issue.
A gauging system positions the part to the bend line. This simplifies the gauging process, so an operator can be trained to do this quickly.
Usually one operator is sufficient to perform the bend, even on large, cumbersome, and heavy parts. This helps reduce labor costs.
As a rule, parts can be bent faster on a folder than on a press brake.
Press Brake. To initiate the bend, the upper ram moves down into the lower die. Both sides of the part move up and leave the plane. A linear ram movement results in the bend angle. The operation requires experienced, well-trained operators to perform the bend properly.
During the press brake bending operation, the blank is positioned outside of the machine. The operator holds and supports the weight of the blank. Because the operator needs to lift, support, and hold the part, they can become fatigued. Quality problems may occur as a result of the fatigue. Because the operator holds and supports the work sheet and braces it against the movement of the brake, shoulder injuries may result.

A folding machine supports the sheet inside the machine. The entire part is gauged.
Large, cumbersome, and heavy parts require multiple operators to support the piece and perform the bend. This increases the labor content per part.
Cycle times are slow compared to folding. The resulting lower throughput can increase costs per part.
Folder. Folding machines can bend all angles with a single set of tools. The machine automatically adjusts to the material thickness. Automated folding machines come with an automatic tool changer.
Universal tools reduce the effort required for setup. Usually one set of tools is sufficient for all part bends.
Short setup times make it easier to bend small batches for just-in-time production.
Press Brake. Press brake bending typically requires a number of punches for different applications. Usually a variety of upper ram geometries are used.
Different V dies are needed for different sheet thicknesses. Small V dies are required for short flanges.
Curved tools are available to perform smooth radius bends.
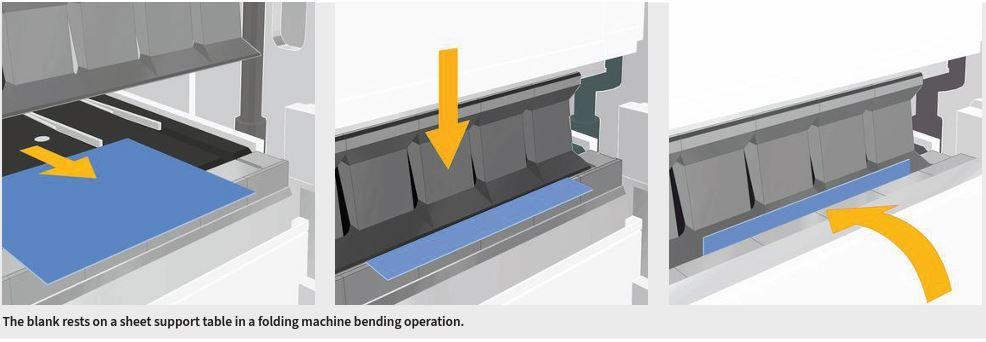
The blank rests on a sheet support table in a folding machine bending operation.
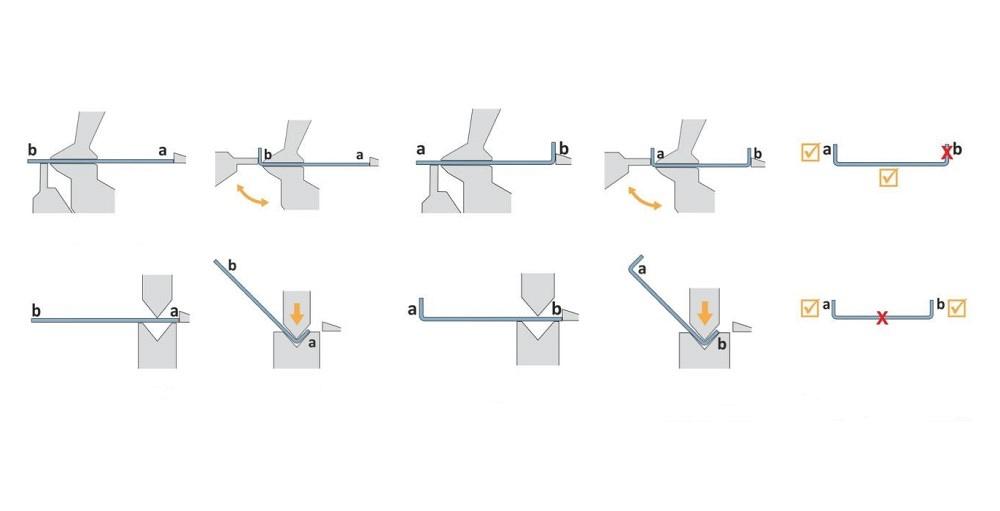
Folder. During the folding operation, the folding beam tool contacts the outside of the material. Only the outside of the material is the reference side.
The beam tool moves exactly to the programmed angle to ensure angle accuracy.
Sheet thickness tolerances do not affect the bend angle.
No angle measuring system is required.
Press Brake. On a press brake, the punch contacts the material from above, and the material contacts the V die below it. In this way, it requires contact points on both sides of the material.
The bend angle results from the linear upper tool movement. In other words, the upper tool moves down into the material and the bottom die to create the bend angle.
Sheet thickness tolerances can lead to angle variances. An angle measuring system is required to compensate for angle variances, which can make that operation inflexible and expensive.
Folder. On a folding machine, the entire sheet and part are inside the machine. Only a short flange sticks out of the upper and lower beam tool.
The entire part is gauged, contributing to high accuracy of the measured dimensions.

Bending large sheets on a press brake requires two operators.
The blank’s dimension tolerances show up in the first flange.
Press Brake. A press brake normally gauges the short flange. The long flange protrudes from the machine.
Blank tolerances show up in the overall dimensions of the finished part. These can be the critical part dimensions for a good fit in the assembly.
Folder. Folding minimizes the sliding area of tools on the material surfaces or completely eliminates it on some machines, such as a multibend center. This reduces or eliminates scratches on the material surface, which is especially important on appearance parts.
This also makes folding suitable for bending stainless steel and coated sheets.
Press Brake. Because press brakes draw the material over the edges into the V die, the long sliding distance can result in scratches on the outside of the sheets. They sometimes can be significantly visible.
Folder. As there are only very slight relative movements between the tool and the material surface, the tooling undergoes minimal abrasive wear over years of use.
Press Brake. The long sliding distances over the V die edges wear on the tools. The tool wear causes the gradual deterioration of bend results. Tools must be replaced from time to time and programs need to be adjusted.
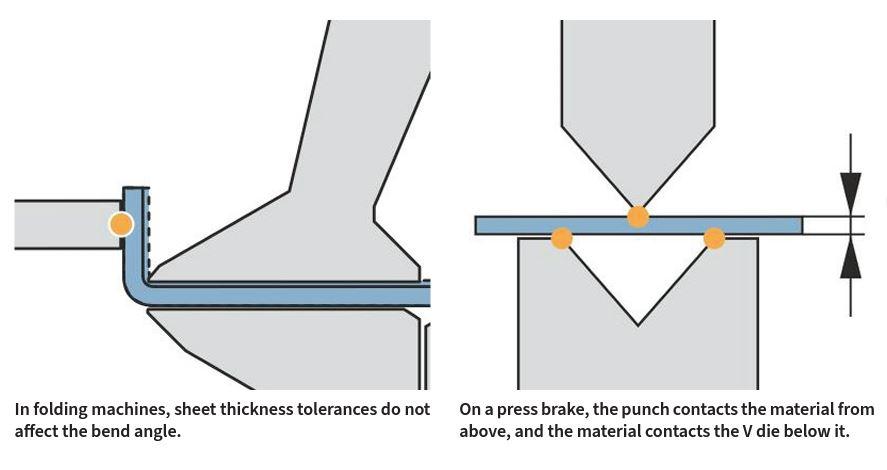
On folding machines, sheet thickness tolerances do not affect the bend angle (left). On a press brake, the punch contacts the material from above, and the material contacts the V die below it.
Folder. On folding machines, a radius is created by using several short bending segments. You can make the outside of the radius smoother by using them in small increments.
Hemming can be done without special tools. Open, closed, or teardrop hems can be created.
Press Brake. Creating a radius with bending steps on a press brake can be difficult, as the sheet moves upward at each step. Well-trained operators are required.
Hemming tools are needed to create the hem.
...........
Press brake technology has been around for over a century, and most shops have long been familiar with it and how to use it. Folding technology is more recent and still unfamiliar to many. Folding machines can bend up to 3/8-in.-thick gauges. Heavy-duty press brakes can bend plate metal thicknesses and really are better suited to bend material thicker than ¼ in.; you just need to add tonnage.
The biggest benefits realized using a folding machine are its fast setup, nonmarking of sensitive materials, and, especially, its ability to bend large parts with only one operator.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}