















Graduate Research Associate

Editor’s Note: This is Part I of a two-part series that discusses edge fracture in hole extrusion. Part II, which will appear in the September/October 2018 issue, will discuss how to reduce edge fracture in hole extrusion or collar forming.
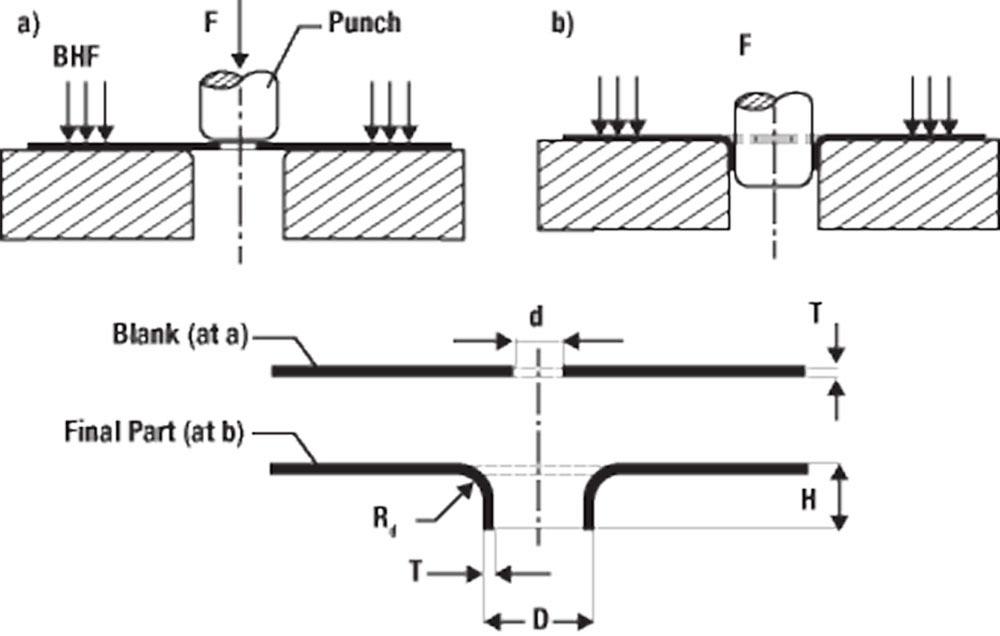
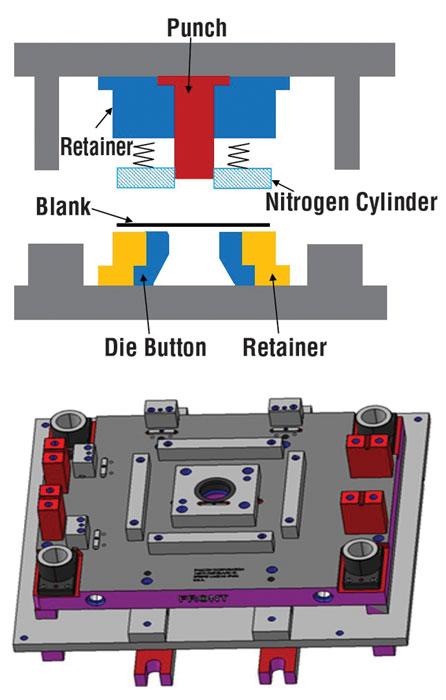
Hole extrusion, or collar forming, is widely used in stamping (see Figure 1). In this process, the blanked hole with a small diameter is extruded to a collar with a larger diameter. The characteristics of the blanked edge, the ratio between these two diameters, and the radius of the die affect the height of the collar that can be extruded. During extrusion, the metal thins from stretching, which causes the flange thickness to vary. The thinnest part of the extrusion is at the top of the flange. When a higher flange is desired, the thickness in the flange is reduced and determined by the punch/die clearance during collar extrusion. However, in extrusion, the required flanging or extrusion force also is increased.
Hole extruded features, or formed collars, often are used to provide mechanical attachments or threads necessary for assembly. Edge fracture in hole extrusion is a major problem when forming and flanging advanced high-strength steels (AHSS) that exhibit considerable strain hardening and low ductility (see Figure 2).
Research indicates that many variables affect both the quality of the blanked edge and the extrusion height that can be achieved without fracture.
The quality of the blanked edge is affected by:
The height of the collar that can be extruded depends on:
Often the objective is to estimate the diameter of the initial, smaller blanked hole, provided that the material type and thickness, extruded collar diameter, die corner radius, and desired extruded collar height are known for the given blank.
For relatively low-carbon steels, such as AISI 1008 and AISI 1010, the blanked hole diameter can be estimated using the following formula:
d = D - (2H - 0.86Rd - 1.43T)
Where:
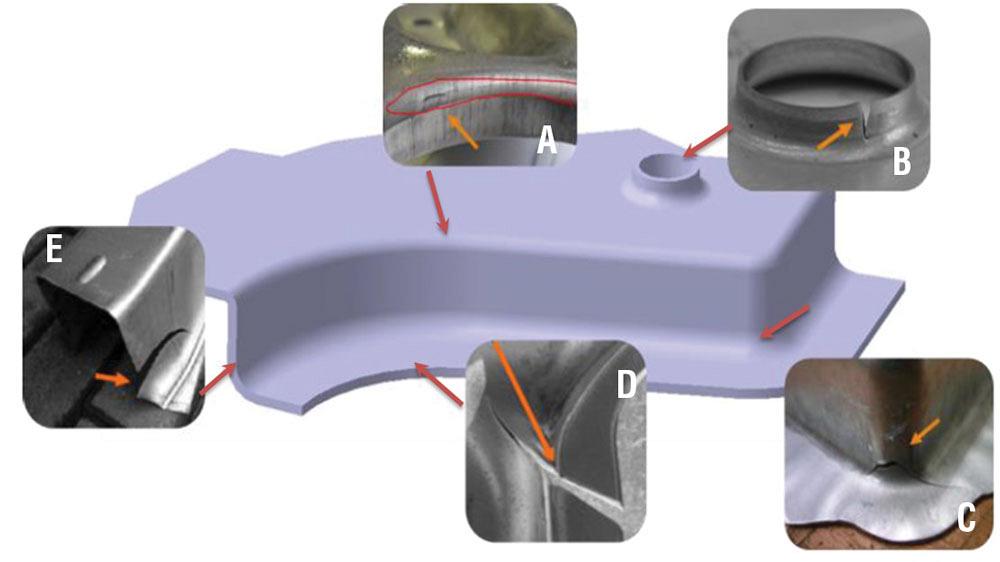
Figure 1
Edge cracking can manifest as a surface crack on the radius (A), edge cracking after hole flanging or collar forming (B), shearing crack at the deep-drawn edge (C), edge cracking at the flange (D), and edge cracking at the open head (E).
However, for AHSS, such as DP600 and DP780, this formula does not give reliable results, so a new method for estimating the diameter (d) must be developed.
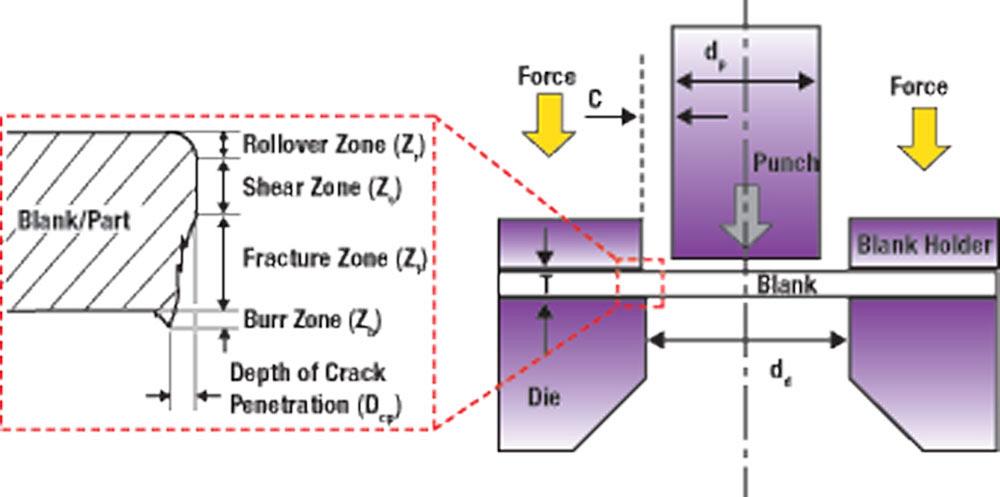
The quality of the blanked or sheared edge affects edge cracking when tensile stresses and strains are imposed on the edge during hole extrusion. The blanked edge is divided into five zones (see Figure 3):
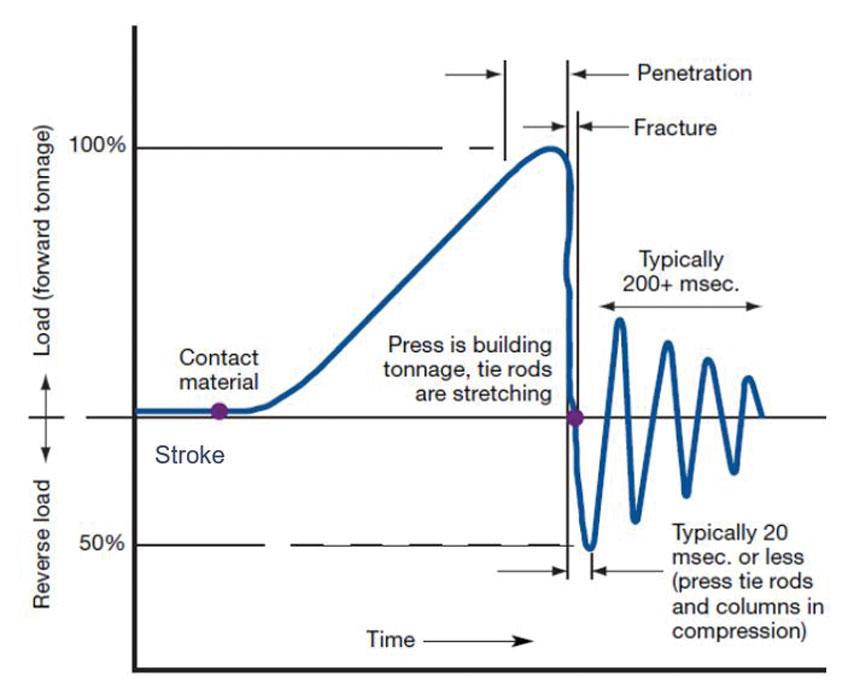
The load-stroke curve of blanking is shown in Figure 4. When the punch contacts the sheet, the blanking force starts to increase suddenly, while the tool and the press are elastically deformed and stretched. When the fracture zone is reached, the blanking force (with elastic and plastic components) sinks abruptly. The rapid increase of the punch force at the start of blanking and the sudden drop in the force when the sheet fractures may cause vibrations and excessive loading of the press and tooling, often called reverse loading, at the end of the process. These excessive vibrations can damage the press and tooling in repetitive operations, especially in blanking AHSS or 8- to 10-millimeter-thick blanks.
Researchers at The Ohio State University’s Center for Precision Forming recently investigated the effect of blanking speed on edge quality, as well as the effect of multiple-step blanking using several punch motions during one blanking stroke. They used a 300-ton AIDA servo press and a blanking tool provided by KTH to blank TRIP780 sheets (see Figure 5).
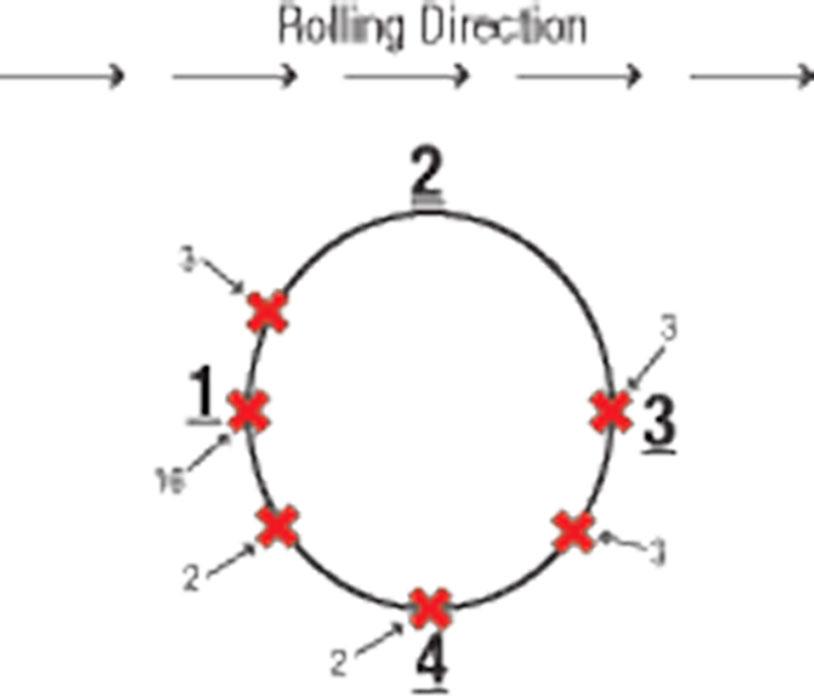
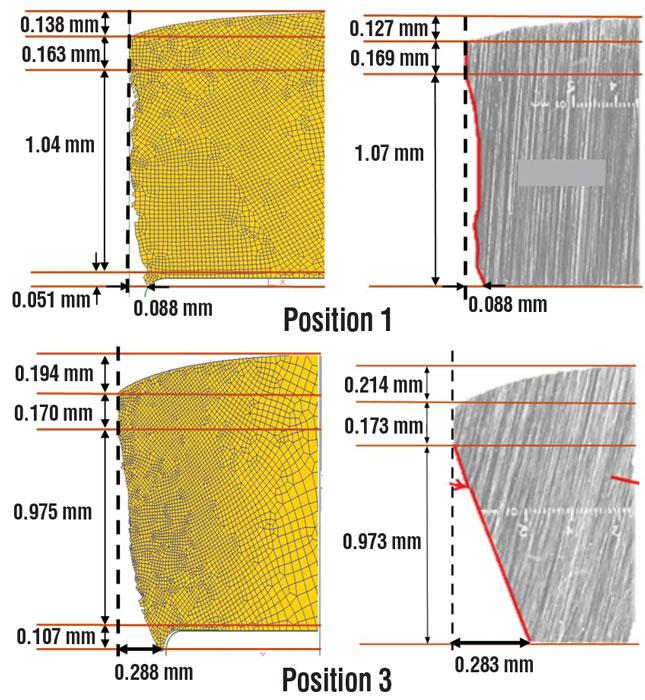
One of the most interesting results of this study was that the punch/die clearance of the blanking tool (see Figure 6) did not seem to be uniform around the circumference of the tool. The rolling direction in the blanked samples was well indicated. To determine the quality of the blanked edge and to estimate the punch/die clearance at various locations of the blanked hole, the researchers obtained micrographs of the edges and compared them with finite element simulations (see Figure 7) for positions 1 and 3. The hole flanging tests indicated that more fractures occurred near position 1. This observation can be explained by the difference in the punch/die clearance between positions 1 and 3.
References
V. Boljanovic,
Sheet metal forming processes and die design (South Norwalk, Conn.: Industrial Press Inc., 2004).P. Stemler, A. Samant, D. Hofmann, and T. Altan, “Impact of Servo Press Motion on Hole Flanging of High Strength Steels (No. 2017-01-0311),” SAE Technical Paper, 2017.
T. Beier, G. Gula, S. Woestmann, and L. Keßler, “Eine Bewertung des Umformpotenzials von Schnittkanten zur Auslegung von Formgebungsprozessen mit höherfesten Stahlwerkstoffen,” in EFB-Kolloquium Blechverarbeitung, Bad Boll, Germany: Europäische Forschungsgesellschaft für Blechverarbeitung eV, 2015.

Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}