















R&D Update: Examining edge cracking in hole flanging of AHSS, Part IV
Part IV: Sheared edge stretching

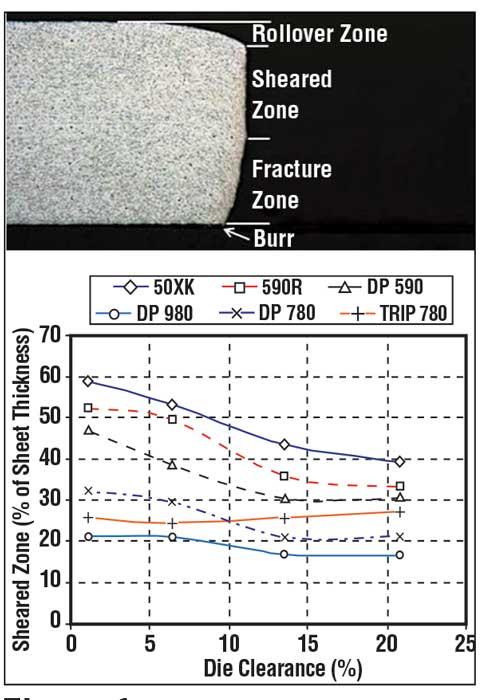
Difference in rollover zone, observed among different high-strength steel (HSS) are relatively small. It was found that the sheared zone depth decreases with increasing die clearance, and a very small sheared zone was observed for DP 780 and DP 980 (see Figure 1 ).
Influence of Burr Orientation and Edge Finishing on Hole Flanging
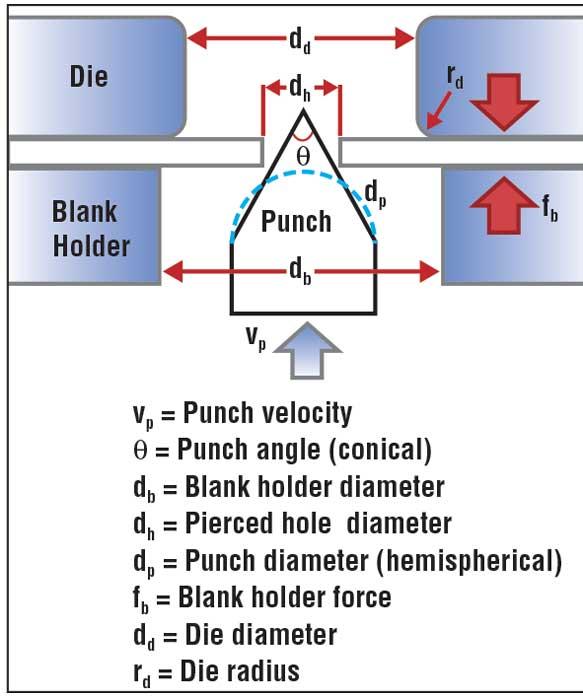
During a hole expansion test, a blanked hole is stretched under tension stresses so that the hole diameter increases (see Figure 2 ). This hole flanging operation stretches the edge material that already has been subjected to large amounts of plastic deformation and temperature changes from the previous blanking operation. Thus, edge cracking during flanging is highly dependent on the material characteristics at the blanked/sheared edge.
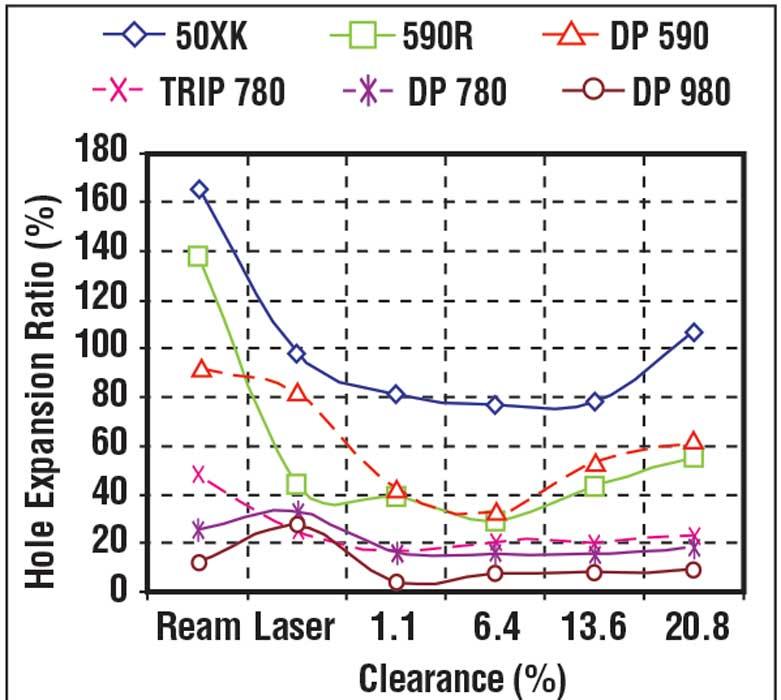
Konieczny conducted hole expansion experiments using various edge finishing process, such as reaming, laser, and blanking, with different die clearances. Figure 3 compares the hole expansion ratios (HERs) for various sheared edges in HSS. As shown in the figure, HERs are sensitive to sheared edge finishing processes, especially for 50XK, 560R, and DP 590 steels.
Reamed edges showed the highest HER values; however, reaming is expensive and not used in stamping. An interesting observation is that increasing die clearance leads to an increase in HER, indicating high hole stretchability, for DP 590, 590R, and 50XK, while HERs for DP 780, DP 980, and TRIP 780 are less sensitive to the die clearances.
In practical stamping and hole flanging, the burr locations are randomly oriented. The blanked hole can be located so that the burr will be in contact with the hole flanging punch (burr down), similar to the schematic in Figure 2, or so that the burr has no contact with the punch (burr up).
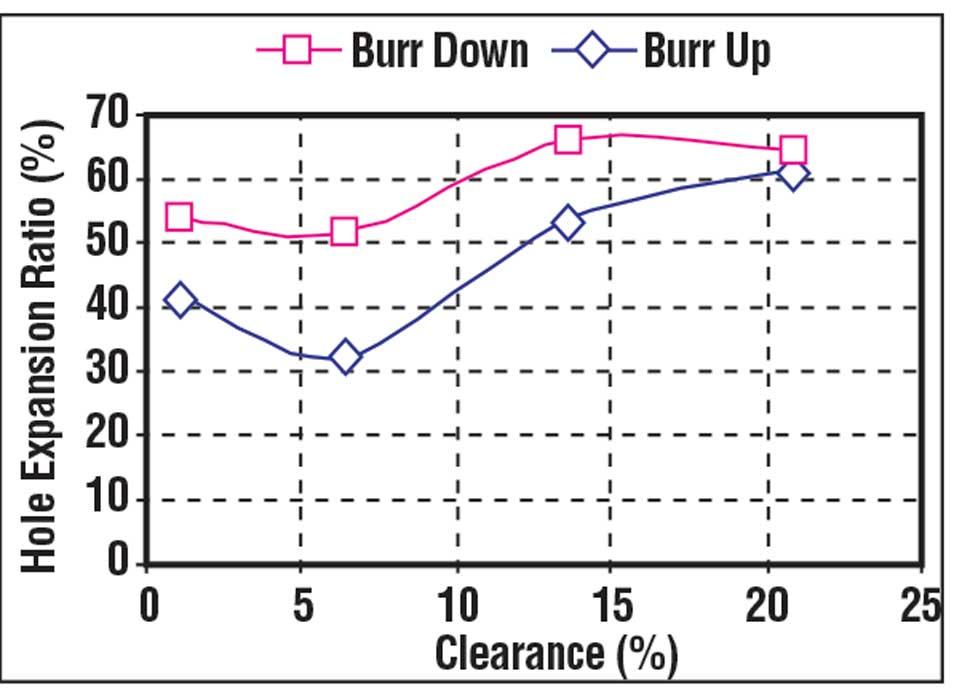
Konieczny also studied the influence of burr location on the HER. Examples of the results for DP 590 using a conical punch are presented in Figure 4 . The results show that the HER is larger when the burr is placed down and that the increase is greater at lower die clearance values. Similar trends were observed for all other tested steels.
Significance of Sheared-affected Zone in Modeling of Hole Flanging
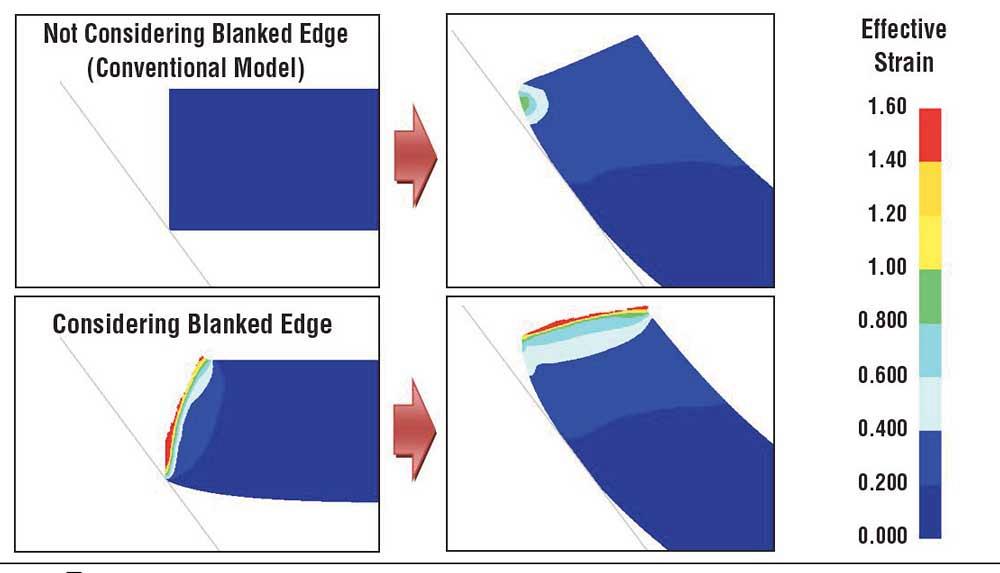
Most investigators who attempt to model hole flanging using finite element modeling (FEM) ignore the influence of blanked edge geometry and its strain history while assuming a perfect edge without initial strain. At the Center of Precision Forming (CPF), simulations of hole expansion tests with a conical punch were conducted to illustrate the influence of sheared edge deformation resulting from blanking.
The sheet material used in the tests was DP 590, burr up. The effect of strain at the blanked edge was considerable (see Figure 5 ). The effective strain at the edge of the flange was quite large, up to 1.6, and increased continuously with the punch stroke. At the same stroke and HER, much larger strains were observed at the blanked edge when modeling hole expansion. Undoubtedly, these large strains affect formability and edge cracking.
Currently the CPF is attempting to develop a methodology to predict edge cracking in hole flanging of AHSS by examining the average strain/stress information at various blanked edges in FEM simulations. Blanking and hole expansion experiments using various blanking conditions also are planned for future studies.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
