















R&D Update: Processes for hydroforming sheet metal, Part I

SHF-D Process Description
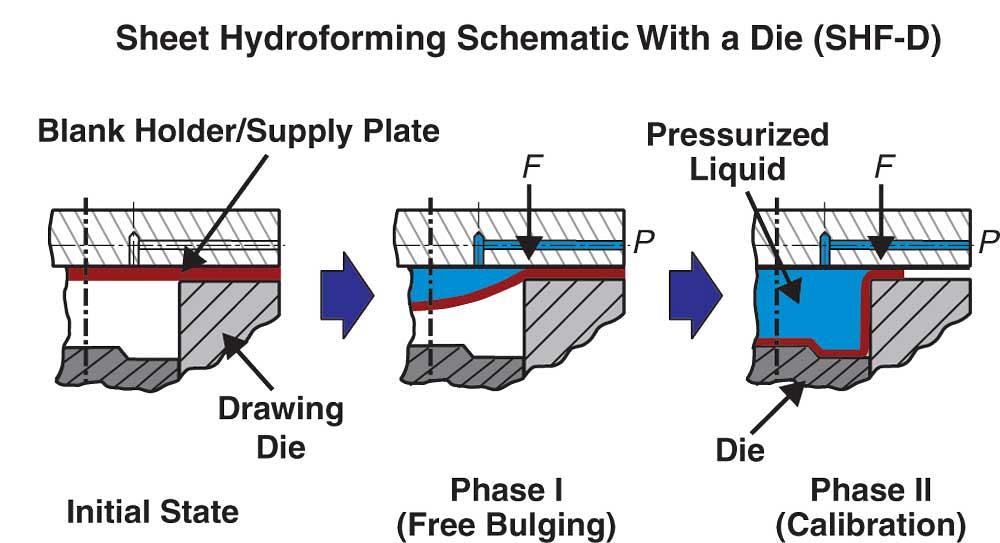
The forming operation in SHF-D has two phases (see Figure 2 ).
In phrase I, a free-forming operation, the sheet bulges freely in the die cavity until it contacts the die surface. Free bulging ensures uniform deformation in the sheet, which improves the dent resistance of the hydroformed part compared with conventional stamped parts.
Free bulging also reduces the tendency for sheet tearing caused by localized deformation. However, after a large portion of the sheet leans against the die walls, the flow of sheet metal is restricted because of friction at the sheet-die interface.
Phase II involves calibrating the sheet against the die cavity to obtain the final desired shape when a high fluid pressure is required. The amount of this fluid pressure depends on the sheet material and thickness, part complexity, and the smallest corner radius that exists in the die geometry.
Successful application of SHF-D requires careful consideration of all aspects of the sheet hydroforming system, namely:
- Quality of incoming sheet.
- Die-working interface (friction and lubrication).
- Tool design for efficient application of blank holder force to prevent leakage.
- Relationship between the internal fluid pressure and blank holder force (loading path).
- Press and tooling.
- Dimensions and properties of the hydroformed part.
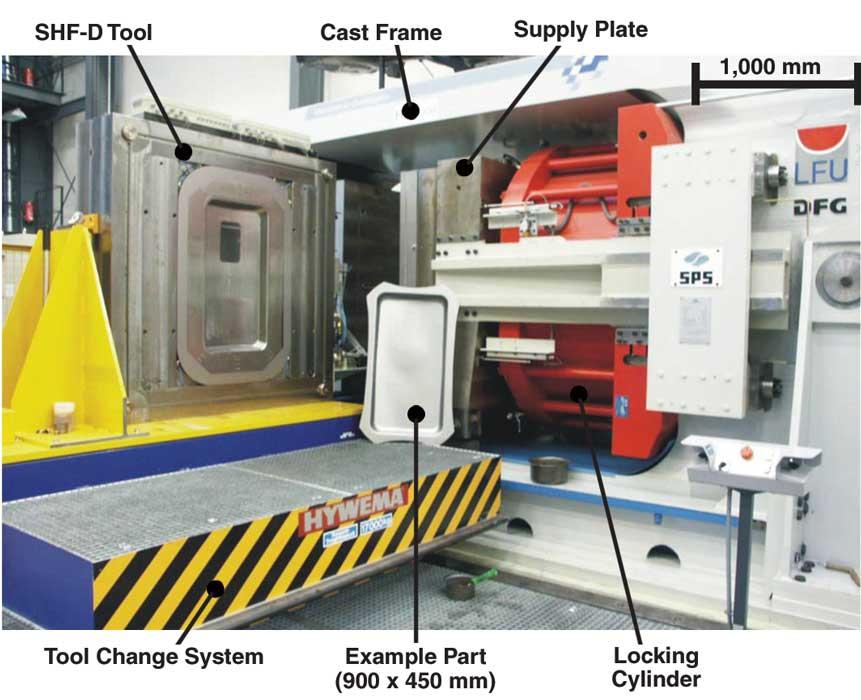
Horizontal Press for SHF-D. The Institute of Forming Technology and Lightweight Construction (LFU), University of Dortmund, Germany in cooperation with Siempelkamp Pressen Systeme (SPS), Germany, has built a 10,000-ton (100-meganewton) press for hydroforming large components (see Figure 3 ).
The press operates horizontally, so it has a relatively inexpensive, compact design: does not require a heavy foundation; and provides a short stroke to reduce cycle time. The horizontal design also allows for easy draining of of pressurizing fluid, but it needs horizontal feeding of the part. The press frame is cast and prestressed by wire winding to withstand the dynamic loads that are generated during forming?
During hydroforming a large volume of fluid at high pressure is required in phase II for calibration. Hydraulic systems in the press are designed to provide two different pressure levels— low pressure of 315 bars and high pressure of 2,000 bars— to reduce the cost and cycle time and make the design more compact.
Double-blank Sheet Hydroforming
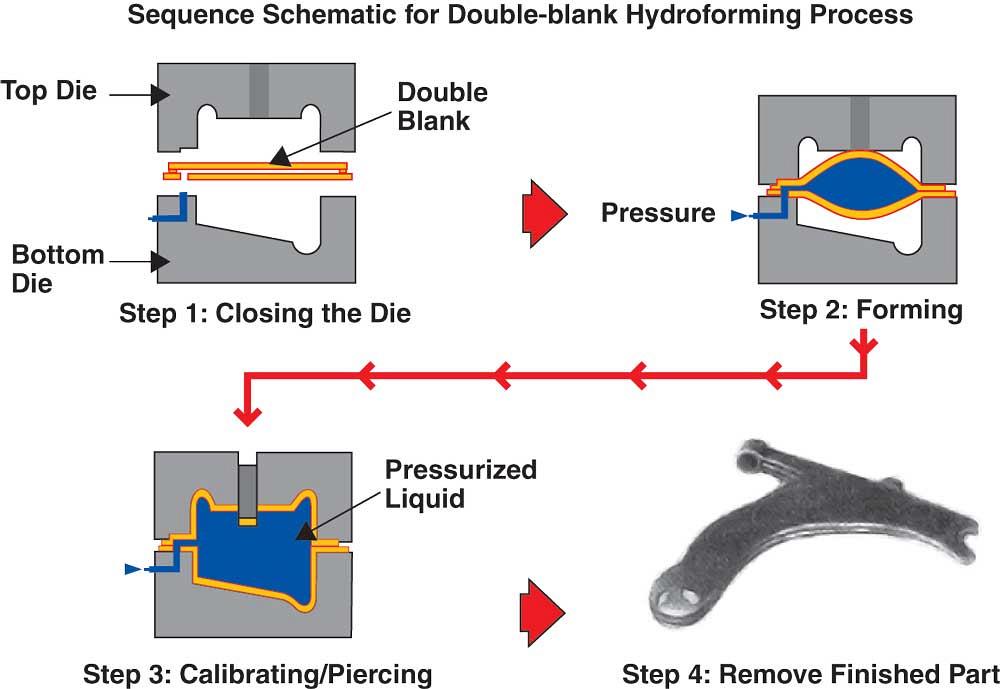
Two flat or preshaped sheets that can have different thicknesses and shapes and either welded or unleaded edges constitute the input material for the double-blank sheet hydroforming process.
The double-blank is placed in the tool, which has both upper and lower dies with the shapes to be formed (see Figure 4 ). The blank is held at the edges, and the pressurizing medium is introduced between the sheets. The sheets are formed by fluid pressure against the top and bottom dies to obtain the desired part shapes.
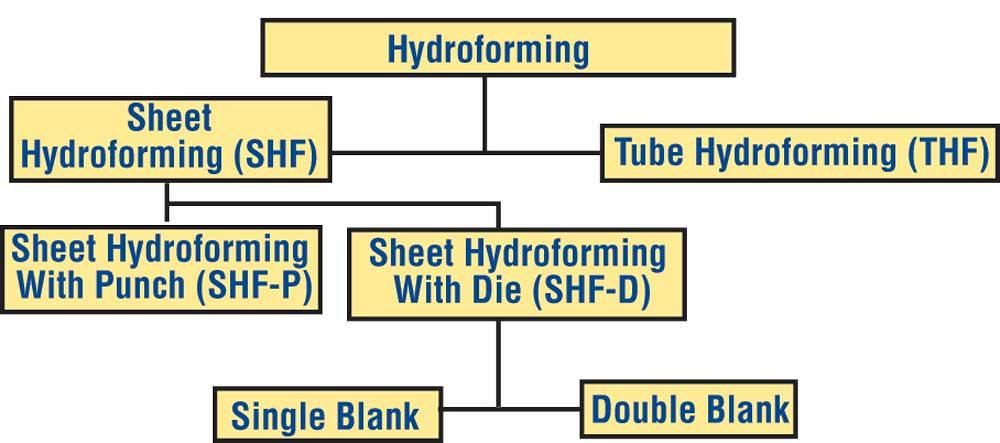
Figure 1
Hydroforming can form from sheet blanks as well as welded
(steel) or extruded (aluminum) tubes. The process is used to produce
many products for the automotive, household, and aerospace
industries.
Source: D. Schmoeckel, C. Hielscher, and R. Huber, “Metal
Forming of Tubes and Sheets With Liquid and Other Flexible
Media,” Annals of CIRP, Vol. 48/2 (1999), pp. 1-20.
Double-blank sheet hydroforming can be used as an alternative to sheet hydroforming with a die, because in both methods the sheet metal is forced against the die by the liquid medium. However, in double-blank sheet hydroforming, two parts can be produced in one production cycle, which increases productivity. This process potentially allows the forming of two different materials and/or two different sheet thickness in on production cycle.
Double-blank sheet hydroforming is still in the development stage, but it has the potential to be practical for the production of relatively small batches of parts.
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Tips for creating sheet metal tubes with perforations

2
JM Steel triples capacity for solar energy projects at Pennsylvania facility

3
Are two heads better than one in fiber laser cutting?

4
Supporting the metal fabricating industry through FMA

5
Omco Solar opens second Alabama manufacturing facility
